Zastosowanie, Patrz "układ rotacji dopasowac (cykl 800, din/iso, Układ rotacji dopasowac (cykl 800, din/iso: g800) – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 322: Układ rotacji dopasowac (cykl 800, din, Iso: g800)
Cykle: toczenie
12.2 UKŁAD ROTACJI DOPASOWAC
(cykl 800, DIN/ISO: G800)
12
322
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
12.2
UKŁAD ROTACJI DOPASOWAC
(cykl 800, DIN/ISO: G800)
Zastosowanie
Ta funkcja musi zostać dopasowana do TNC
przez producenta maszyn. Należy zapoznać się z
instrukcją obsługi maszyny!
Aby móc wykonać obróbkę toczeniem, należy ustawić narzędzie
odpowiednio do wrzeciona toczenia. W tym celu można
wykorzystywać cykl 800 UKŁAD TOCZENIA DOPASOWAC .
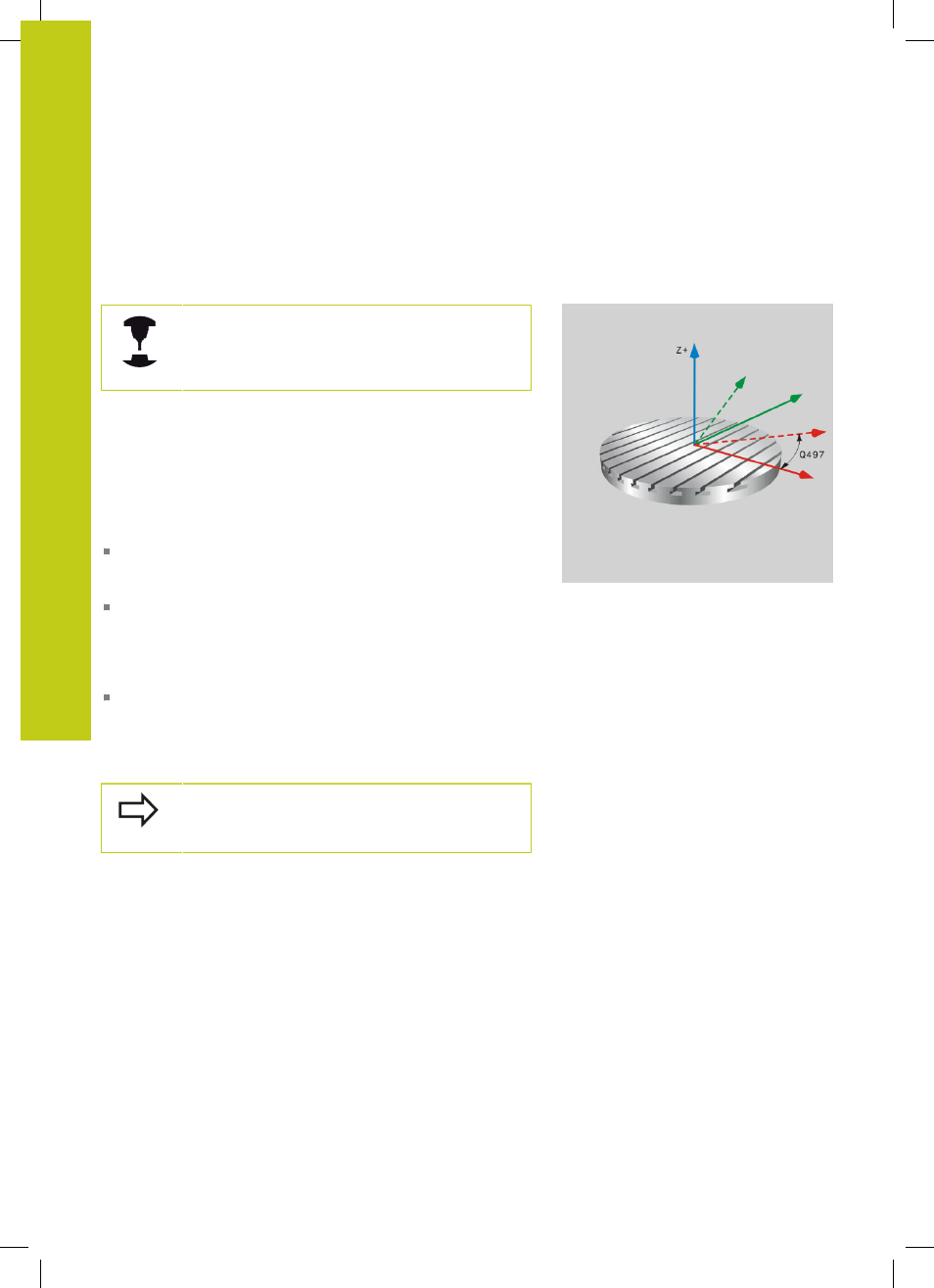
Przy obróbce toczeniem ważnym jest kąt przystawienia pomiędzy
narzędziem i wrzecionem toczenia, aby na przykład móc obrabiać
kontur z nacięciami tylnymi. W cyklu 800 dostępne są różne
możliwości, aby ustawić układ współrzędnych dla przystawionej
obróbki:
Jeśli oś nachylenia już została pozycjonowana dla przystawionej
obróbki, to można przy pomocy cyklu 800 ustawić układ
współrzędnych na położenie osi nachylenia (Q530=0)
Cykl 800 oblicza wymagany kąt nachylenia na podstawie kąta
przystawienia Q531. W zależności od wybranej strategii w
parametrze PRZYSTAWIONA OBROBKA Q530 TNC pozycjonuje
oś nachylenia z (Q530=1) lub bez ruchu kompensacyjnego
(Q530=2)
Cykl 800 oblicza wymagany kąt nachylenia osi na
podstawie kąta przystawienia Q531, nie wykonuje jednakże
pozycjonowania osi nachylenia (Q530=3). Należy samodzielnie
pozycjonować oś nachylenia po cyklu na obliczone wartości
Q120 (A-oś), Q121 (B-oś) oraz Q122 (C-oś).
Jeśli zmieniamy pozycję nachylenia, to należy
ponownie wykonać cykl 800, aby ustawić układ
współrzędnych.