Parametry cyklu – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 297
TOCZENIE INTERPOLACYJNE SPRZEGANIE (cykl 291, DIN/ISO:
G291, opcja software 96)
11.7
11
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
297
Parametry cyklu
Wrzeciono sprzęgać (0, 1)
Q560: określić,
czy wrzeciono narzędzia ma być sprzęgane z
pozycją osi linearnych. Przy aktywnym sprzęganiu
wrzeciona orientacja ostrza narzędzia zostaje
wykonana na centrum toczenia.
0
: sprzęganie wrzeciona off
1
: sprzęganie wrzeciona on
Kąt dla orientacji wrzeciona
Q336: TNC ustawia
narzędzie przed obróbką pod tym kątem. Jeśli
pracujemy z narzędziem frezarskim, to należy tak
ustawić ostrze, aby było ono zwrócone do centrum
toczenia. Jeśli w tabeli narzędzi zdefiniowano
wartość "ORI", to zostanie to uwzględnione przy
orientacji wrzeciona. Zakres wprowadzenia 0,000 do
360,000
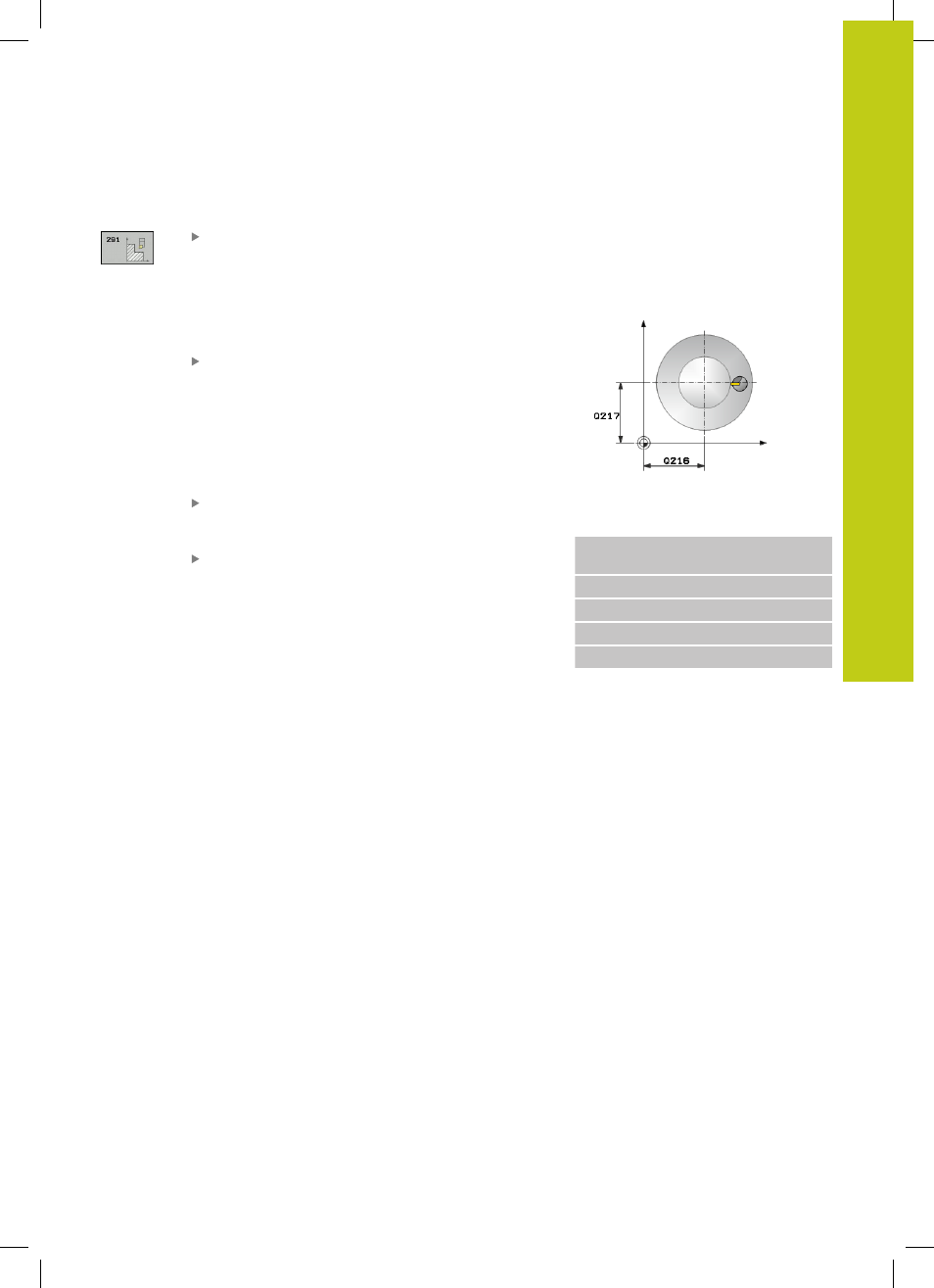
Środek 1-szej osi
Q216 (absolutnie): środek
toczenia w osi głównej płaszczyzny obróbki. Zakres
wprowadzenia -99999,9999 do 99999,9999
Środek 2-giej osi
Q217 (absolutnie): środek
toczenia w osi pomocniczej płaszczyzny obróbki.
Zakres wprowadzenia -99999,9999 do 99999,9999
NC-wiersze
64 CYCL DEF 291 TOCZENIE
INTERPOLACYJNE SPRZĘŻENIE
Q560=1
;WRZECIONO SPRZĘGAĆ
Q336=0
;KĄT WRZECIONA
Q216=50
;ŚRODEK 1. OSI
Q217=50
;ŚRODEK 2. OSI