Proszę uwzględnić przy programowaniu, Parametry cyklu – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 310
Cykle: funkcje specjalne
11.10 OKRESLENIE ZAŁADUNKU (cykl 239 DIN/ISO: G239, opcja software
143)
11
310
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
Proszę uwzględnić przy programowaniu!
Cykl 239 działa natychmiast po jego definicji
Jeśli wykonujemy szukanie wiersza startu a TNC
pominie przy tym cykl 239, to TNC ignoruje ten cykl -
nie jest wykonywany bieg ważenia.
Maszyna musi być przygotowana przez producenta
maszyn dla tego cyklu
Cykl 239 działa tylko z opcją #143 LAC (Load
Adaptive Control)
Ten cykl może niekiedy wykonywać kompleksowe
przemieszczenia w kilku osiach!
TNC przemieszcza osie na biegu szybkim.
Ustawić potencjometr dla regulacji (overide) posuwu
i biegu szybkiego na przynajmniej 50%, aby
załadunek mógł zostać poprawnie określony.
Przed startem cyklu TNC najeżdża pewną pozycję, ta
pozycja jest określana przez producenta maszyn!
Proszę poinformować się u producenta maszyn o
rodzaju i zakresie przemieszczeń w cyklu 239 zanim
zaczniemy używać tego cyklu!
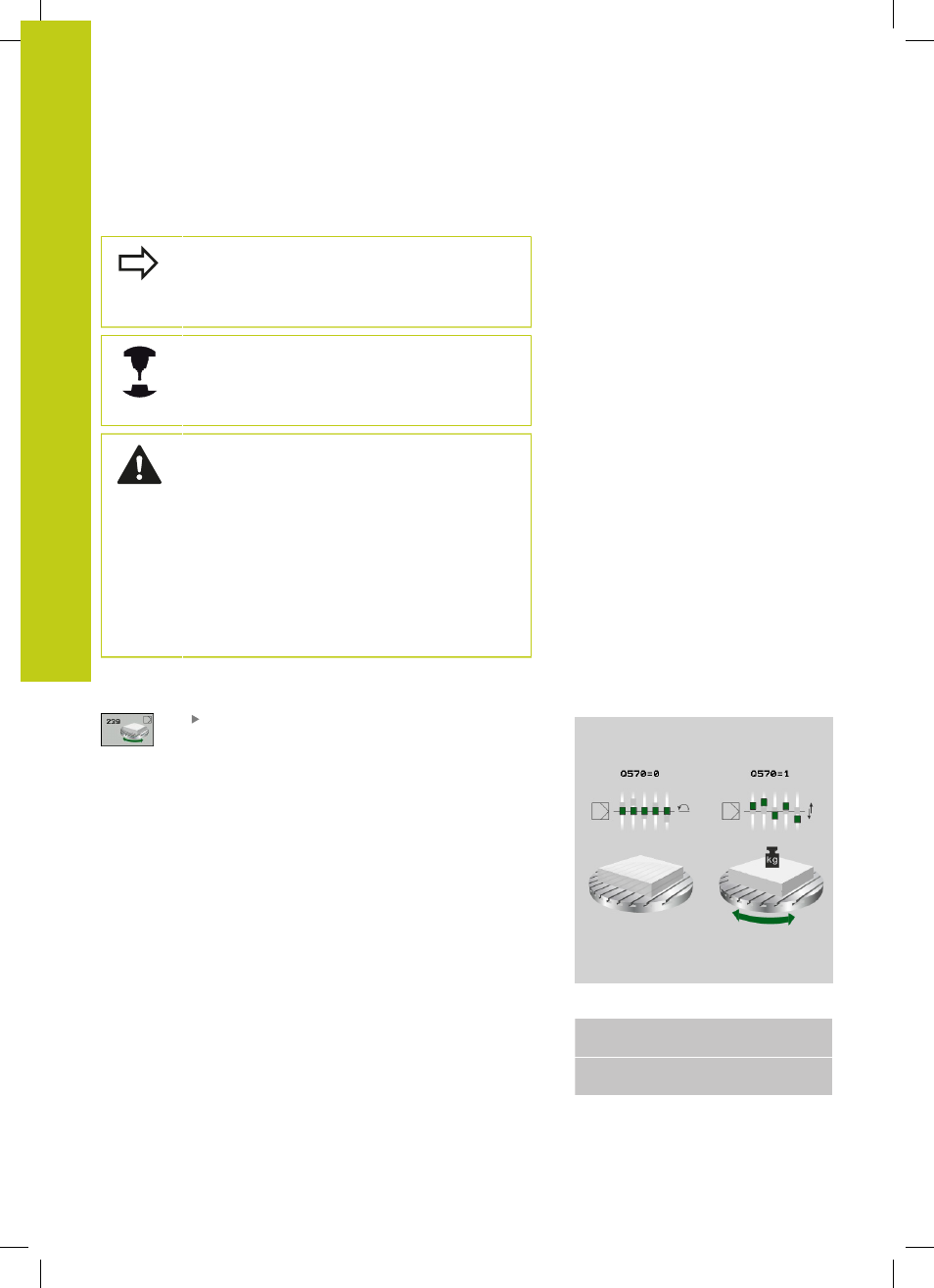
Parametry cyklu
OKRESLIC ZAŁADUNEK
Q570: określić, czy TNC
ma wykonać LAC (Load adaptive control) przejście
ważenia lub czy mają zostać zresetowane ostatnie,
zależne od załadunku parametry wysterowania
wstępnego i regulacji:
0
: LAC zresetować, ostatnie naznaczone przez TNC
wartości, TNC pracuje z niezależnymi od załadunku
parametrami wysterowania wstępnego i regulacji
1
: bieg ważenia przeprowadzić, TNC przemieszcza
osie i określa w ten sposób parametry wysterowania
wstępnego i regulacji w zależności od aktualnego
załadunku, ustalone wartości są natychmiast
aktywowane
NC-wiersze
62 CYCL DEF 239 ZAŁADUNEK
OKREŚLIĆ
Q570=+0
;OKREŚLENIE
ZAŁADUNKU