Proszę uwzględnić przy programowaniu, Parametry cyklu – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 198
Cykle obróbkowe: kieszeń konturu
7.5
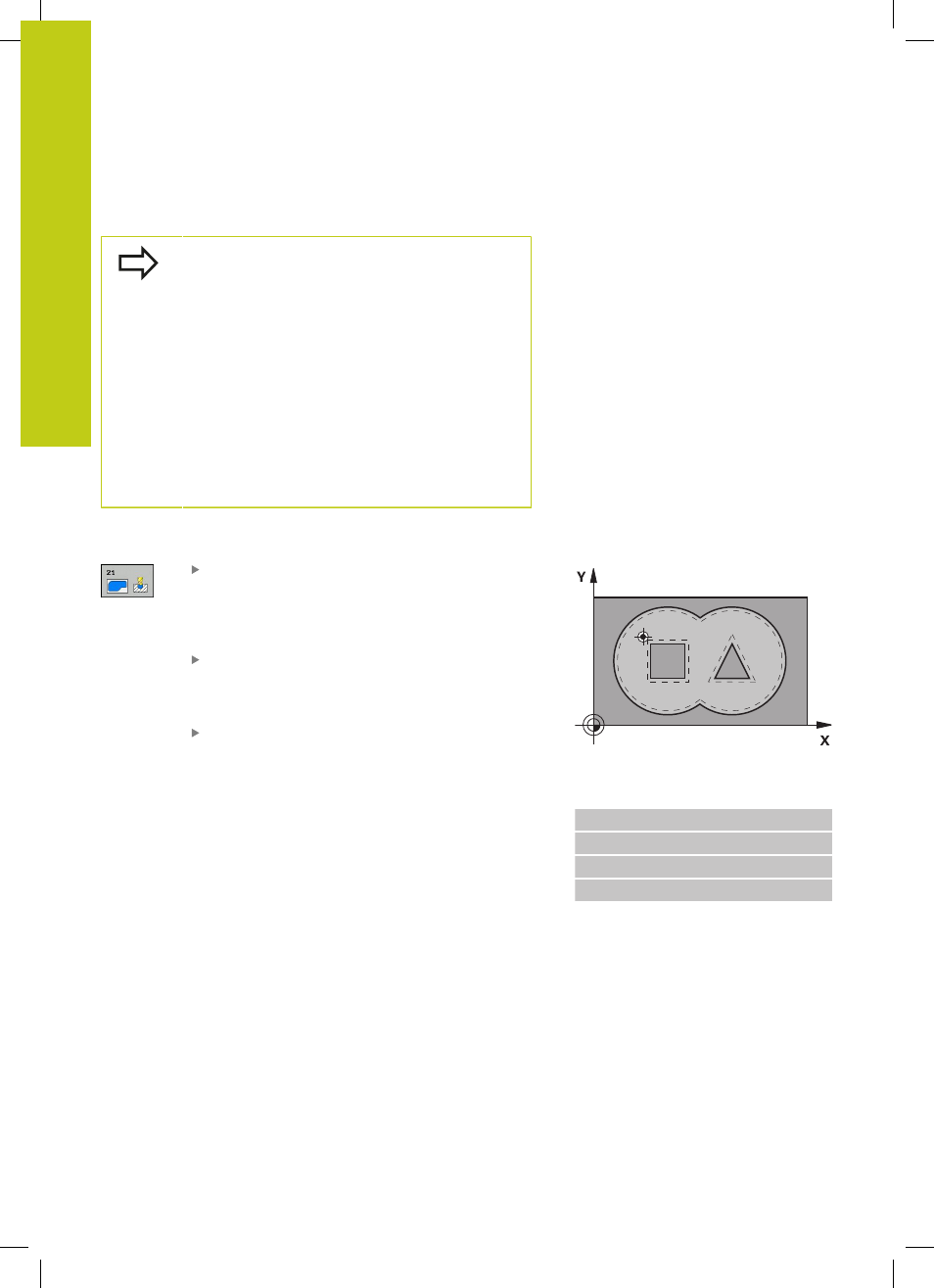
WIERCENIE WSTEPNE (cykl 21, DIN/ISO: G121)
7
198
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
Proszę uwzględnić przy programowaniu!
TNC nie uwzględnia zaprogramowanej w TOOL
CALL
-wierszu wartości delta DR dla obliczenia
punktów wcięcia w materiał.
W wąskich miejscach TNC nie może niekiedy
dokonać wiercenia wstępnego, przy pomocy
narzędzia większego niż narzędzie do obróbki
zgrubnej.
Jeśli Q13=0, to wykorzystywane są dane narzędzia,
znajdującego się we wrzecionie.
Proszę pozycjonować po zakończeniu cyklu
narzędzie na płaszczyźnie nie inkrementalnie, a
na absolutną pozycję, jeśli ustawiono parametry
ConfigDatum, CfgGeoCycle, posAfterContPocket na
ToolAxClearanceHeight.
Parametry cyklu
Głębokość wcięcia w materiał
Q10 (przyrostowo):
wymiar, o jaki narzędzie zostaje każdorazowo
dosunięte (znak liczby przy ujemnym kierunku
pracy „–“). Zakres wprowadzenia -99999,9999 do
99999,9999
Posuw wcięcia wgłąb
Q11: prędkość
przemieszczenia narzędzia przy wcinaniu w mm/
min. Zakres wprowadzenia 0 do 99999,9999
alternatywnie FAUTO, FU, FZ
Numer/nazwa rozwiertaka
Q13: numer lub nazwa
narzędzia - rozwiertaka. Zakres wprowadzenia 0
do 32767.9 przy zapisie numerów, maksymalnie
16 znaków przy zapisie nazwy. Jeśli Q13=0, to
wykorzystywane są dane narzędzia, znajdującego
się we wrzecionie.
NC-wiersze
58 CYCL DEF 21 NAWIERCANIE
Q10=+5
;GŁĘBOKOŚĆ WCIĘCIA
Q11=100
;POSUW WCIĘCIA WGŁ.
Q13=1
;PRZECIĄGACZ