Przykład toczenia interpolacyjnego cykl 292, Przykłady programowania 11.11 – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 313
Przykłady programowania 11.11
11
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
313
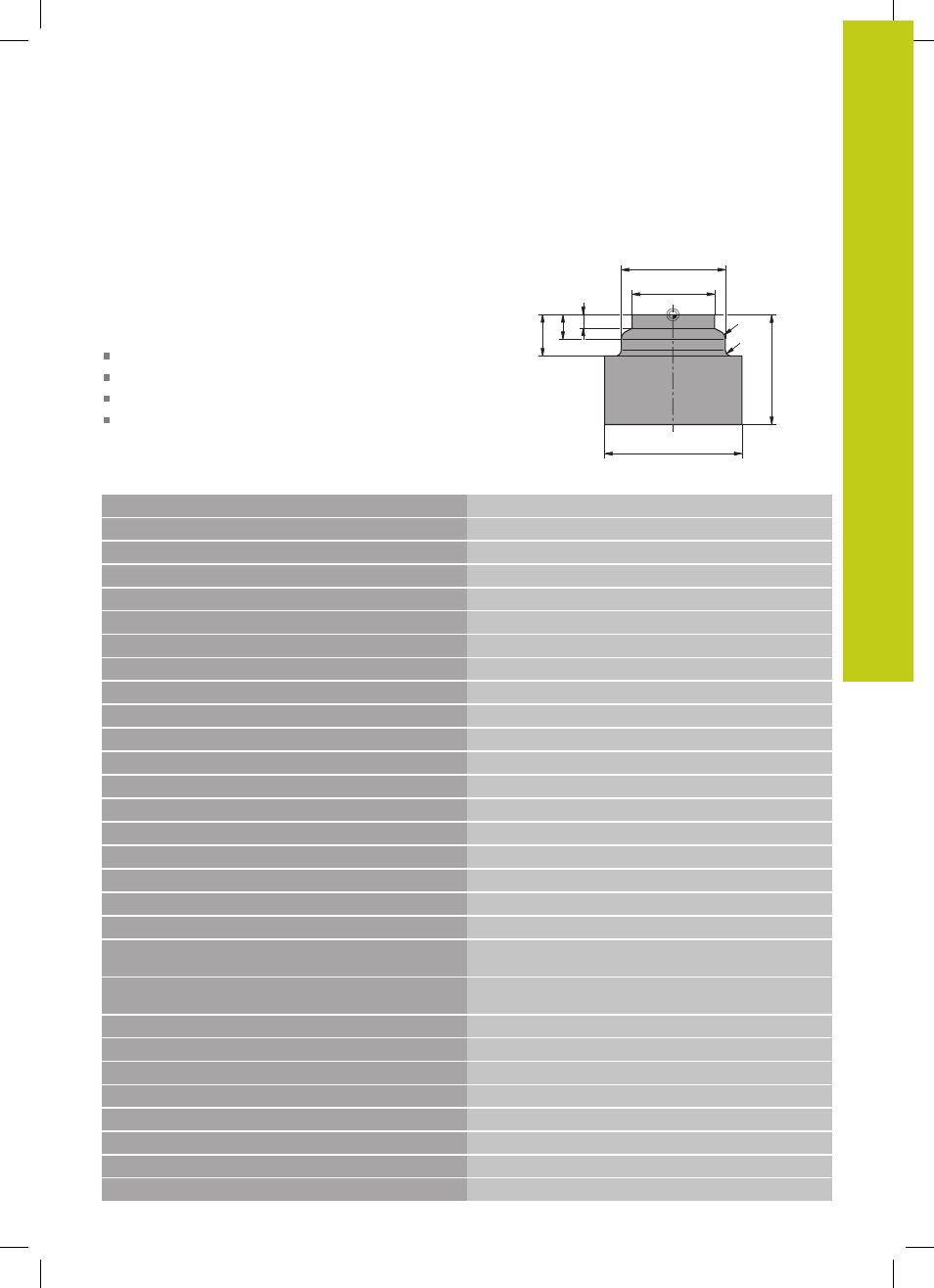
Przykład toczenia interpolacyjnego cykl 292
W poniższym programie wykorzystywany jest cykl
292 TOCZENIE INTERPOLACYJNE OBROBKA NA
GOTOWO KONTURU. Ten przykład programu pokazuje
wytwarzanie konturu zewnętrznego z obracającym się
wrzecionem freza.
Przebieg programu
Wywołanie narzędzia: frez D20
Cykl 32 Tolerancja
Odsyłanie do konturu z cyklem 14
Cykl 292 toczenie interpolacyjne konturu
40
5
7
15
50
30
38
0 BEGIN PGM 2 MM
1 BLK FORM CYLINDER Z R25 L40
Definicja półwyrobu cylinder
2 TOOL CALL "D20" Z S111
Wywołanie narzędzia: frez trzpieniowy D20
3 CYCL DEF 32.0 TOLERANCJA
Przy pomocy cyklu 32 określić tolerancję
4 CYCL DEF 32.1 T0.05
5 CYCL DEF 32.2 HSC-MODE:1
6 CYCL DEF 14.0 KONTUR
Przy pomocy cyklu 14 odsyłać do konturu w LBL1
7 CYCL DEF 14.1 LABEL KONTURU 1
8 CYCL DEF 292 INTERPOL.-TOCZENIE KONTUR
Cykl 292 zdefiniować
Q560=+1
;WRZECIONO SPRZEGAC
Q336=+0
;KAT WRZECIONA
Q546=+3
;KIERUNEK OBROTU NARZ
Q529=+0
;RODZAJ OBROBKI
Q221=+0
;NADDATEK POWIERZCHNI
Q441=+1
;WCIECIE
Q449=+15000
;POSUW
Q491=+15
;START KONTURU PROMIEN
Q357=+2
;BEZP.ODSTEP Z BOKU
Q445=+50
;BEZPIECZNA WYSOKOSC
9 L Z+50 R0 FMAX M3
Pozycjonowanie wstępne na osi narzędzia, wrzeciono
włączyć
10 L X+0 Y+0 R0 FMAX M99
Na płaszczyźnie obróbki wypozycjonować wstępnie na
środek rotacji, wywołanie cyklu
11 LBL 1
LBL1 zawiera kontur
12 L Z+2 X+15
13 L Z-5
14 L Z-7 X+19
15 RND R3
16 L Z-15
17 RND R2
18 L X+27