6 przeciaganie (cykl 22, din/iso: g122), Przebieg cyklu, Przeciaganie (cykl 22, din/iso: g122) – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 199
PRZECIAGANIE (cykl 22, DIN/ISO: G122)
7.6
7
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
199
7.6
PRZECIAGANIE (cykl 22, DIN/
ISO: G122)
Przebieg cyklu
Przy pomocy cyklu 22 ROZWIERCANIE określamy dane
technologiczne dla rozwiercania.
Przed wywołaniem cyklu 22 należy zaprogramować dalsze cykle:
Cykl 14 KONTUR lub SEL CONTUR
Cykl 20 DANE KONTURU
ewentualnie cykl 21 WEIRCENIE WSTEPNE
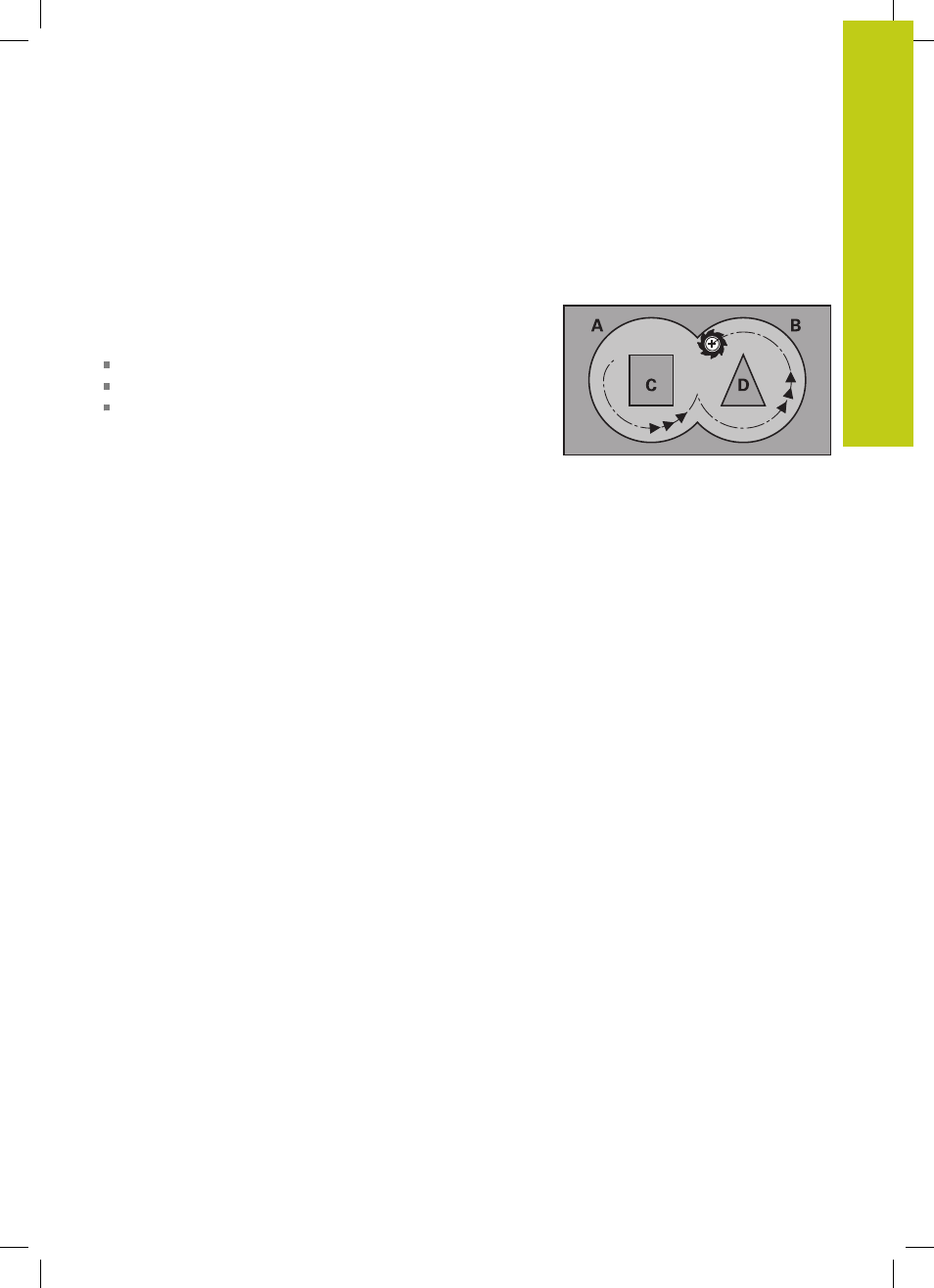
Przebieg cyklu
1 TNC pozycjonuje narzędzie nad punktem wcięcia; przy tym
uwzględniany jest naddatek na obróbkę wykańczającą z boku
2 Na pierwszej głębokości dosuwu narzędzie frezuje z posuwem
frezowania Q12 kontur od wewnątrz na zewnątrz
3 Przy tym kontury wysepki (tu: C/D) zostają wyfrezowanie ze
zbliżeniem do konturu kieszeni (tu: A/B)
4 W następnym kroku TNC przemieszcza narzędzie na następną
głębokość wcięcia i powtarza operację skrawania, aż zostanie
osiągnięta zaprogramowana głębokość
5 Na koniec narzędzie przemieszcza się w osi narzędzi
z powrotem na bezpieczną wysokość lub na ostatnią
zaprogramowaną przed cyklem pozycję. Zależnie od
parametrów ConfigDatum, CfgGeoCycle, posAfterContPocket.