33 przykłady programowania, Przykład: stopień z wcięciem, Przykłady programowania – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 433: Przykłady programowania 12.33
Przykłady programowania 12.33
12
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
433
12.33 Przykłady programowania
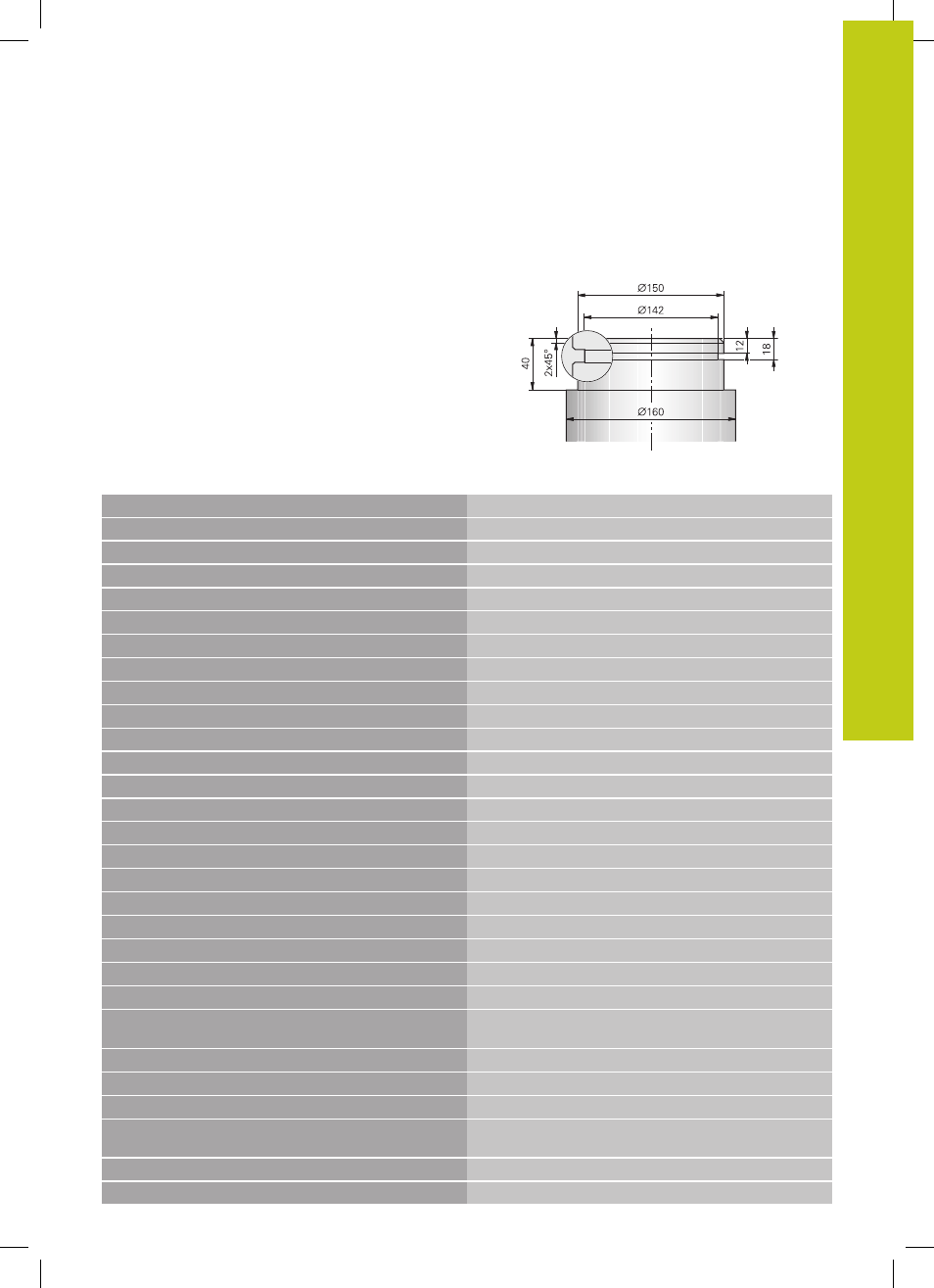
Przykład: stopień z wcięciem
0 BEGIN PGM ABSATZ MM
1 BLK FORM 0.1 Y X+0 Y-10 Z-35
Definicja części nieobrobionej
2 BLK FORM 0.2 X+87 Y+10 Z+2
3 TOOL CALL 12
Wywołanie narzędzia
4 M140 MB MAX
Wyjście narzędzia z materiału
5 FUNCTION MODE TURN
Aktywować tryb toczenia
6 FUNCTION TURNDATA SPIN VCONST:ON VC:150
Stała prędkość skrawania
7 CYCL DEF 800 DOPASOWANIE UKŁADU TOCZENIA
Definicja cyklu dopasowania układu toczenia
Q497=+0
;KAT PRECESJI
Q498=+0
;NARZEDZIE ODWROCIC
8 M136
Posuw w mm na obrót
9 L X+165 Y+0 R0 FMAX
Najechać punkt startu na płaszczyźnie
10 L Z+2 R0 FMAX M304
Odstęp bezpieczeństwa, wrzeciono tokarki on
11 CYCL DEF 812 TOCZENIE STOPNIA WZDŁUZ ROZ.
Definicja cyklu stopień wzdłuż
Q215=+0
;ZAKRES OBROBKI
Q460=+2
;BEZPIECZNY ODSTEP
Q491=+160
;START KONTURU SREDNICA
Q492=+0
;START KONTURU Z
Q493=+150
;KONIEC KONTURU SREDNICA
Q494=-40
;KONIEC KONTURU Z
Q495=+0
;KAT POWIERZCHNIA OBWODU
Q501=+1
;TYP ELEMENTU POCZĄTKOWEGO
Q502=+2
;WIELKOSC ELEMENTU
POCZATKOWEGO
Q500=+1
;PROMIEN NAROZE KONTURU
Q496=+0
;KAT POW. PLANOWA
Q503=+1
;TYP ELEMENTU KONCOWEGO
Q504=+2
;WIELKOSC ELEMENTU
KONCOWEGO
Q463=+2.5
;MAX.GŁEB.SKRAWANIA
Q478=+0.25
;POSUW OBR.ZGRUBNA