Przebieg cyklu, Pakietu cykli, patrz "powierzchnia boczna cylindra – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 232
Cykle obróbkowe: powierzchnia boczna cylindra
8.5
POWIERZCHNIA BOCZNA CYLINDRA (cykl 39, DIN/ISO: G139, opcja
software 1)
8
232
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
8.5
POWIERZCHNIA BOCZNA
CYLINDRA (cykl 39, DIN/ISO: G139,
opcja software 1)
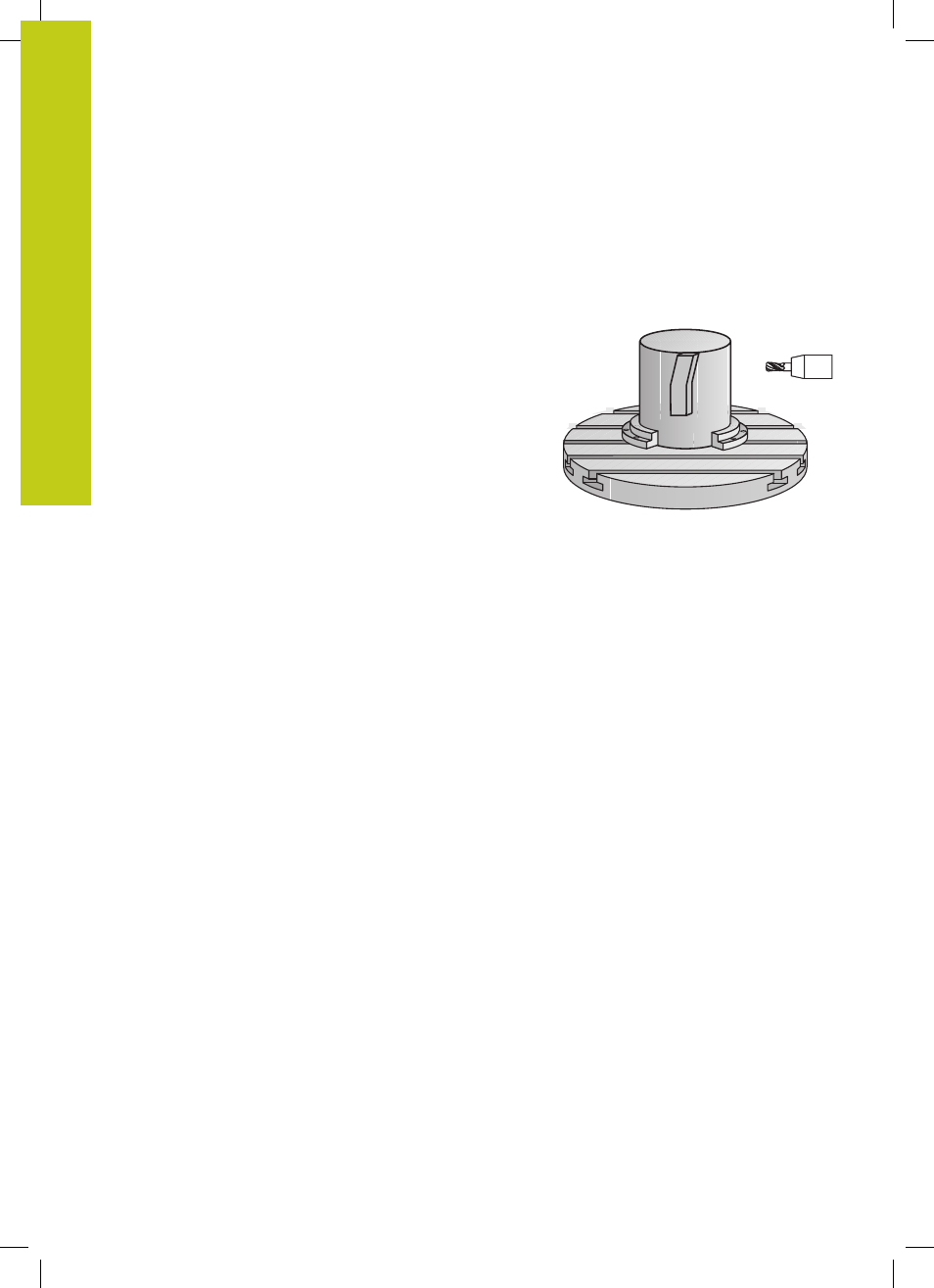
przebieg cyklu
Przy pomocy tego cyklu można wytwarzać kontur na powierzchni
bocznej cylindra. Kontur definiujemy w tym celu na rozwiniętej
powierzchni bocznej cylindra. TNC tak ustawia narzędzie przy tym
cyklu, iż ścianka wyfrezowanego konturu przebiega równolegle do
osi cylindra przy aktywnej korekcji promienia.
Kontur proszę opisać w podprogramie, który zostanie ustalony
poprzez cykl 14 (KONTUR).
W podprogramie opisuje się kontur zawsze przy pomocy
współrzędnych X i Y, niezależnie od tego jakie osie obrotu są do
dyspozycji na obrabiarce. Tym samym opis konturu jest niezależny
od konfiguracji maszyny. Jako funkcje toru kształtowego znajdują
się L, CHF, CR, RND i
CT
do dyspozycji.
W przeciwieństwie do cykli 28 i 29 definiujemy w podprogramie
konturu rzeczywisty, przewidziany do wykonania kontur.
1 TNC pozycjonuje narzędzie nad punktem startu obróbki. Punkt
startu TNC plasuje z offsetem o średnicę narzędzia obok
pierwszego zdefiniowanego w podprogramie konturu punktu
2 Następnie TNC przemieszcza narzędzie prostopadle na
pierwszą głębokość wcięcia. Najazd następuje tangencjalnie
lub po prostej z posuwem frezowania Q12. Ewentualnie zostaje
uwzględniony naddatek na obróbkę wykańczającą z boku.
(Zachowanie przy najeździe w zależności od parametrów
ConfigDatum, CfgGeoCycle, apprDepCylWall)
3 Na pierwszej głębokości dosuwu narzędzie frezuje z posuwem
frezowania Q12 wzdłuż konturu, aż zdefiniowana trajektoria
konturu zostanie w pełni wykonana
4 Następnie narzędzie odsuwa się tangencjalnie od ścianki
mostka z powrotem do punktu startu obróbki
5 Kroki od 2 do 4 powtarzają się, aż zostanie osiągnięta
zaprogramowana głębokość frezowania Q1
6 Na koniec narzędzie przemieszcza się na osi narzędzi
z powrotem na bezpieczną wysokość lub na ostatnio
zaprogramowaną przed cyklem pozycję (zależy od parametrów
ConfigDatum, CfgGeoCycle, posAfterContPocket)