Warianty obróbki – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 291
TOCZENIE INTERPOLACYJNE OBROBKA NA GOTOWO KONTURU
(cykl 292, DIN/ISO: G292, opcja software 96)
11.6
11
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
291
Warianty obróbki
Jeśli pracujemy z cyklem 292, to definiujemy najpierw wymagany
kontur toczenia w podprogramie i odnosimy się w cyklu 14
lub SEL CONTOUR do tego konturu. Proszę opisywać kontur
toczenia z przekroju rotacyjnie symetrycznego obiektu. Przy tym
kontur toczenia jest opisywany w zależności od osi narzędzia z
następującymi współrzędnymi:
wykorzystywana
oś narzędzia
współrzędna
osiowa
współrzędna
radialna
Z
Z
X
X
X
Y
Y
Y
Z
Przykład:
jeśli wykorzystywana oś narzędzia to Z, programujemy
kontur toczenia w osiowym kierunku w Z i promień konturu w X.
Przy pomocy tego cyklu można przeprowadzać obróbkę
zewnętrzną i wewnętrzną. Niektóre wskazówki rozdziału
"Uwzględniać przy programowaniu" są wyjaśniane poniżej. Poza
tym dostępny jest przykład programowania pod "Przykład toczenia
interpolacyjnego cykl 292", strona 313
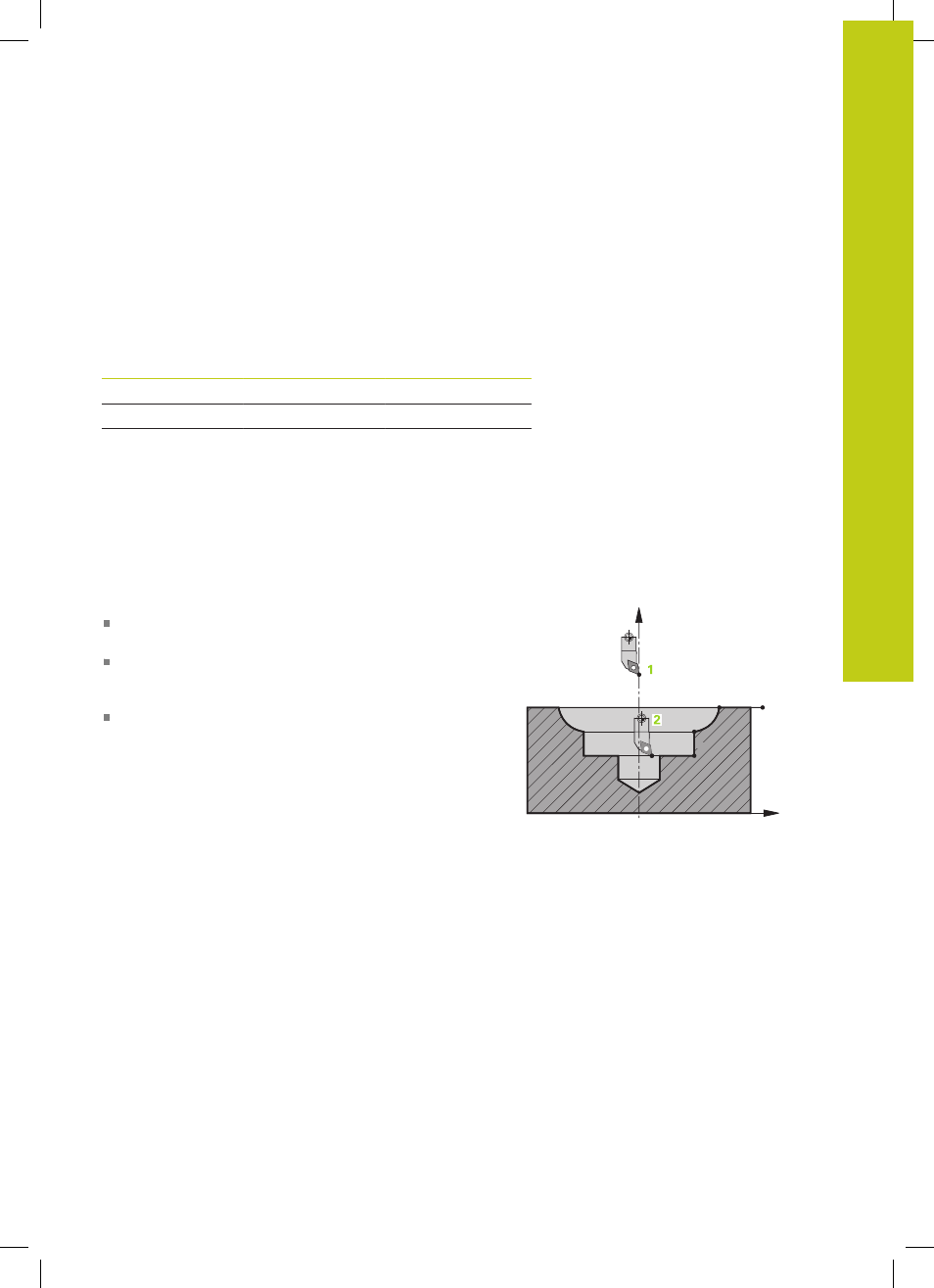
Obróbka wewnętrzna
Środkiem rotacji jest pozycja narzędzia przy
wywołaniu cyklu na płaszczyźnie obróbki
1
Po starcie cyklu nie może przemieszczać się ani
płytka tnąca ani środek wrzeciona na środek
rotacji!
Proszę uwzględnić to przy opisie konturu!
2
Opisany kontur nie zostaje automatycznie wydłużony
o bezpieczny odstęp. Przedłużenie konturu należy
programować w podprogramie. W kierunku osi
narzędzia TNC pozycjonuje na początku obróbki na
biegu szybkim na punkt startu konturu!
W punkcie
startu konturu nie może znajdować się materiał!
Proszę uwzględnić następujące punkty przy
programowaniu konturu wewnętrznego:
– albo programować monotonnie rosnące
współrzędne radialne i osiowe np. 1-5
– albo monotonnie malejące współrzędne radialne i
osiowe np. 5-1
– Programować kontury wewnętrzne z promieniem
większym od promienia narzędzia.
1
3
4
5
2
Z
X