Parametry cyklu – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 379
TOCZENIE POPRZECZNE KONTUR RADIALNIE
(cykl 840, DIN/ISO: G840)
12.18
12
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
379
Parametry cyklu
Zakres obróbki
Q215: określić zakres obróbki:
0
: obróbka zgrubna i wykańczająca
1
: tylko obróbka zgrubna
2
: tylko obróbka wykańczająca na gotowy wymiar
3
: tylko obróbka wykańczająca na naddatek
Bezpieczna wysokość
Q460: zarezerwowana, na
razie bez funkcji
Posuw obróbka zgrubna
Q478: prędkość posuwu
przy obróbce na gotowo. Jeśli zaprogramowano
M136 to TNC interpretuje posuw w milimetrach na
obrót, bez M136 w milimetrach na minutę.
Posuw wcięcia
Q488: posuw przy obróbce
elementów zagłębionych. Ta wartość zapisu jest
opcjonalna. Jeśli nie jest ona programowana, to
obowiązuje zdefiniowany dla obróbki toczeniem
posuw.
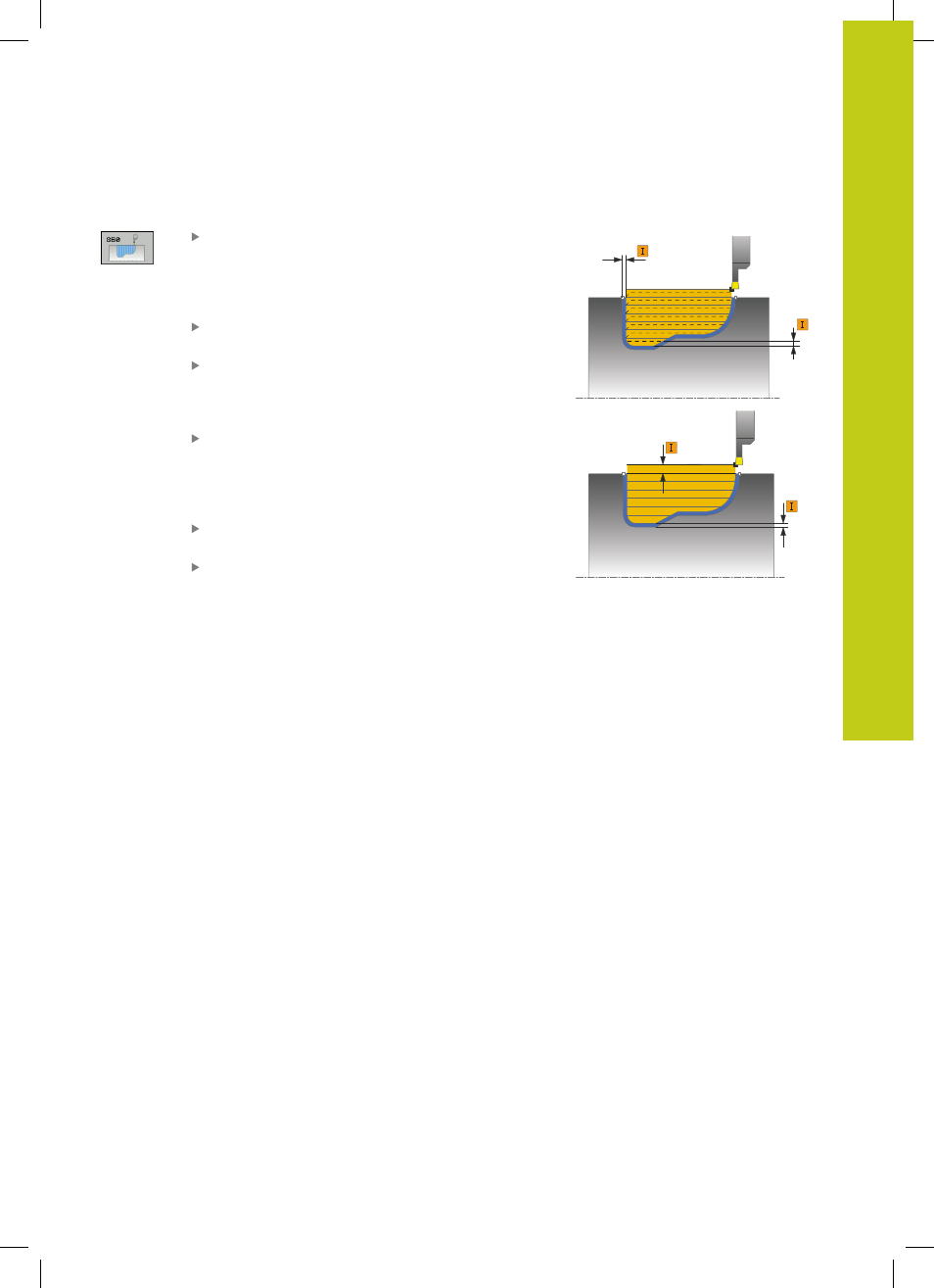
Naddatek średnicy
Q483 (inkrementalnie):
naddatek średnicy na zdefiniowany kontur
Naddatek Z
Q484 (inkrementalnie): naddatek na
zdefiniowany kontur w kierunku osiowym
Q460
Q484
Ø Q483
Q463