HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 392
Cykle: toczenie
12.21 TOCZENIE POPRZECZNE KONTUR OSIOWO
(cykl 850, DIN/ISO: G850)
12
392
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
Posuw obróbka na gotowo
Q505: prędkość posuwu
przy obróbce na gotowo. Jeśli zaprogramowano
M136 to TNC interpretuje posuw w milimetrach na
obrót, bez M136 w milimetrach na minutę.
Limit skrawania
Q479: aktywować limit skrawania:
0
: limit skrawania nie jest aktywny
1
: limit skrawania (Q480/Q482)
Wartość graniczna średnica
Q480: X-wartość dla
ograniczenia konturu (średnica)
Wartość graniczna Z
Q482: Z-wartość dla
ograniczenia konturu
Maksymalna głębokość skrawania
Q463:
maksymalne wcięcie (promień) w kierunku
radialnym. Wcięcie zostaje rozplanowane
równomiernie, aby uniknąć pętli. Zakres
wprowadzenia 0,001 do 999,999
Kierunek obróbki
Q507: kierunek skrawania:
0
: dwukierunkowo (w obydwu kierunkach)
1
: jednokierunkowo (w kierunku konturu)
Szerokość dyslokacji
Q508: redukowanie długości
przejścia. Resztka materiału zostaje usuwana
przy końcu przecinania wstępnego za pomocą
suwu podcinania. TNC redukuje w razie potrzeby
zaprogramowaną szerokość przesunięcia.
Korekcja głębokości
Q509: w zależności od
materiału, prędkości posuwowej etc. ostrze
„przegina się” przy obróbce toczeniem. Ten
błąd dosuwu korygujemy przy pomocy korekcji
głębokości toczenia.
Odwrócenie konturu
Q499: kierunek obróbki:
0
: obróbka w kierunku konturu
1
: obróbka przeciwnie do kierunku konturu
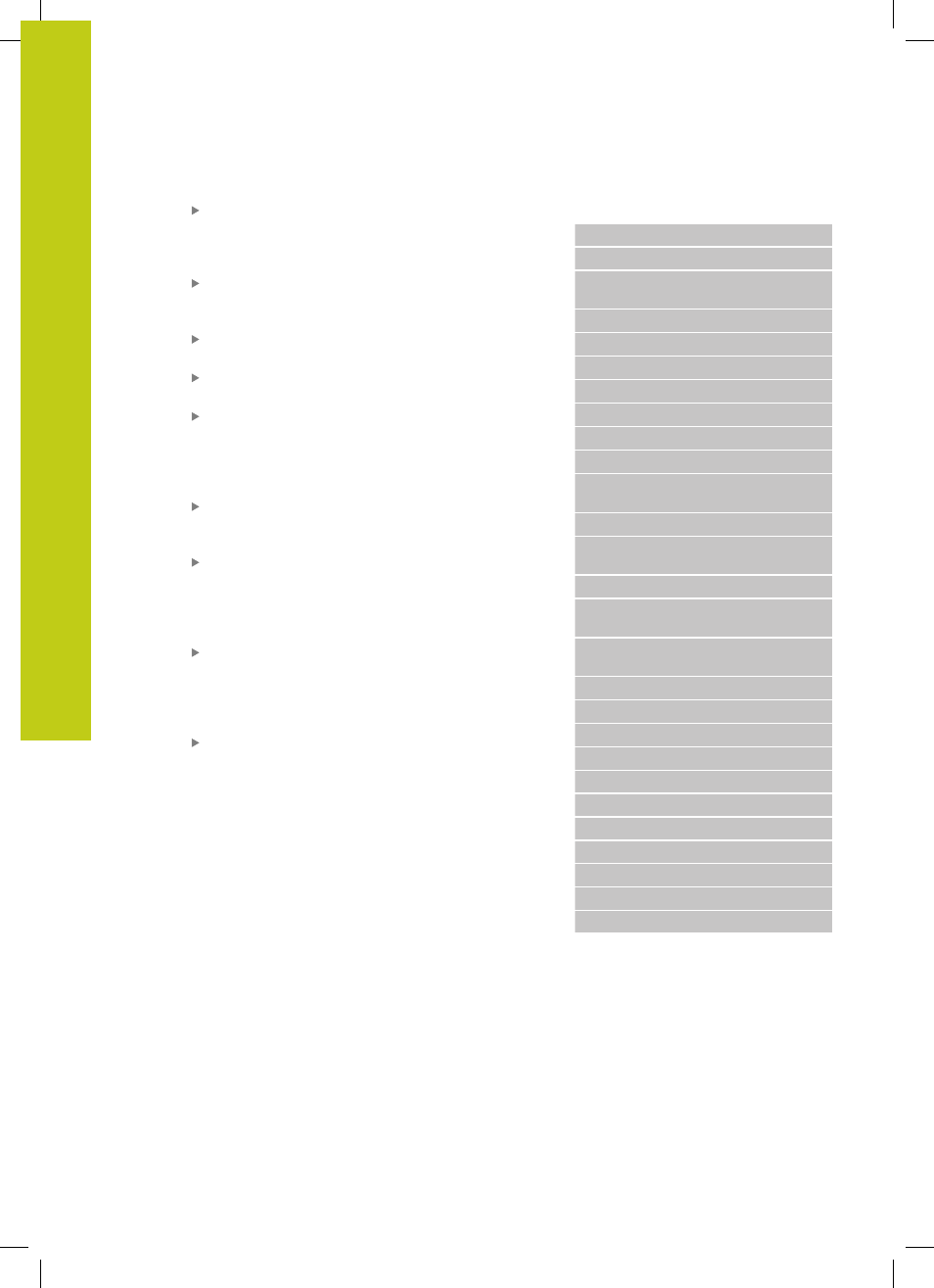
NC-wiersze
9 CYCL DEF 14.0 KONTUR
10 CYCL DEF 14.1 KONTURLABEL2
11 CYKL DEF 850 TOCZ. POPRZ.
KONTUR OSIOWO
Q215=+0
;ZAKRES OBROBKI
Q460=+2
;BEZPIECZNY ODSTEP
Q478=+0.3
;POSUW OBR.ZGRUBNA
Q483=+0.4
;NADDATEK SREDNICA
Q484=+0.2
;NADDATEK Z
Q505=+0.2
;POSUW OBR. WYKAN.
Q479=+0
;LIMIT SKRAWANIA
Q480=+0
;WART. GRANICZNA
SREDNICA
Q482=+0
;WART. GRANICZNA Z
Q463=+2
;MAX. GŁEB.
SKRAWANIA
Q507=+0
;KIERUNEK OBROBKI
Q508=+0
;SZEROKOSC
DYSLOKACJI
Q509=+0
;KOREKCJA
GŁEBOKOSCI
Q499=+0
;KONTUR ODWROCIC
12 L X+75 Y+0 Z+2 FMAX M303
13 CYCL CALL
14 M30
15 LBL 2
16 L X+60 Z+0
17 L Z-10
18 RND R5
19 L X+40 Z-15
20 L Z+0
21 LBL 0