11 przykłady programowania, Przykład: cykle wiercenia, Przykłady programowania – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 100
Cykle obróbkowe: wiercenie
3.11 Przykłady programowania
3
100
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
3.11
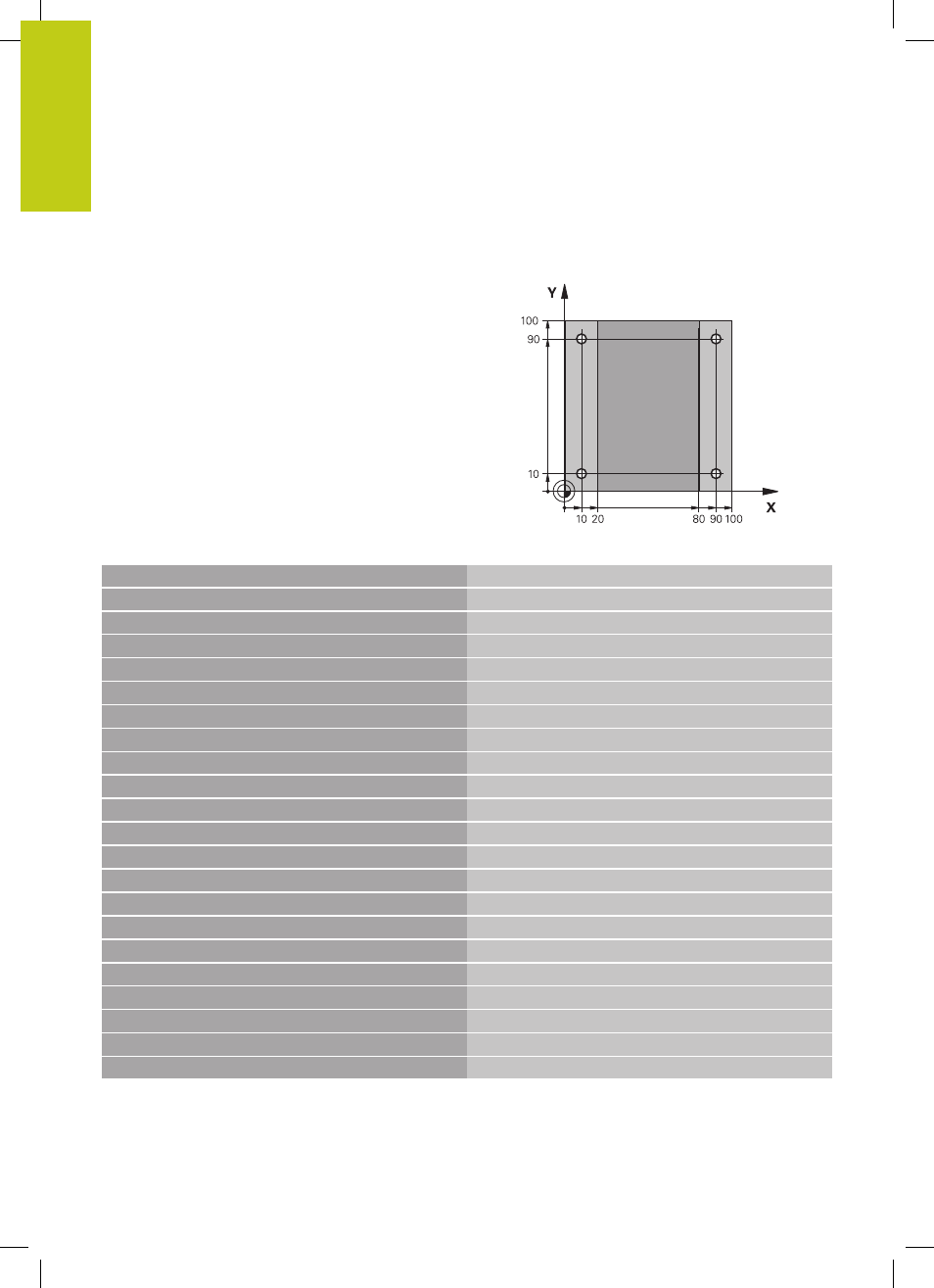
Przykłady programowania
Przykład: cykle wiercenia
0 BEGIN PGM C200 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definicja części nieobrobionej
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S4500
Wywołanienarzędzia (promień narzędzia 3)
4 L Z+250 R0 FMAX
Wyjście narzędzia z materiału
5 CYCL DEF 200 WIERCENIE
Definicja cyklu
Q200=2
;BEZPIECZNA WYSOKOŚĆ
Q201=-15
;GŁĘBOKOŚĆ
Q206=250
;F WCIĘCIE NA GŁĘB.
Q202=5
;GŁĘBOKOŚĆ WCIĘCIA
Q210=0
;CZAS ZATRZYM. U GÓRY
Q203=-10
;WSPŁ.POWIERZ.
Q204=20
;2. BEZ. ODSTĘP
Q211=0.2
;CZAS ZATRZYM. NA DOLE
Q395=0
;BAZA GŁĘBOKOŚCI
6 L X+10 Y+10 R0 FMAX M3
Dosunąć narzędzie do wiercenia 1, włączyć wrzeciono
7 CYCL CALL
wywołanie cyklu
8 L Y+90 R0 FMAX M99
Dosunąć narzędzie do wiercenia 2, wywołanie cyklu
9 L X+90 R0 FMAX M99
Dosunąć narzędzie do wiercenia 3, wywołanie cyklu
10 L Y+10 R0 FMAX M99
Dosunąć narzędzie do wiercenia 4, wywołanie cyklu
11 L Z+250 R0 FMAX M2
Przemieścić narzędzie poza materiałem, koniec programu
12 END PGM C200 MM