Parametry cyklu – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 361
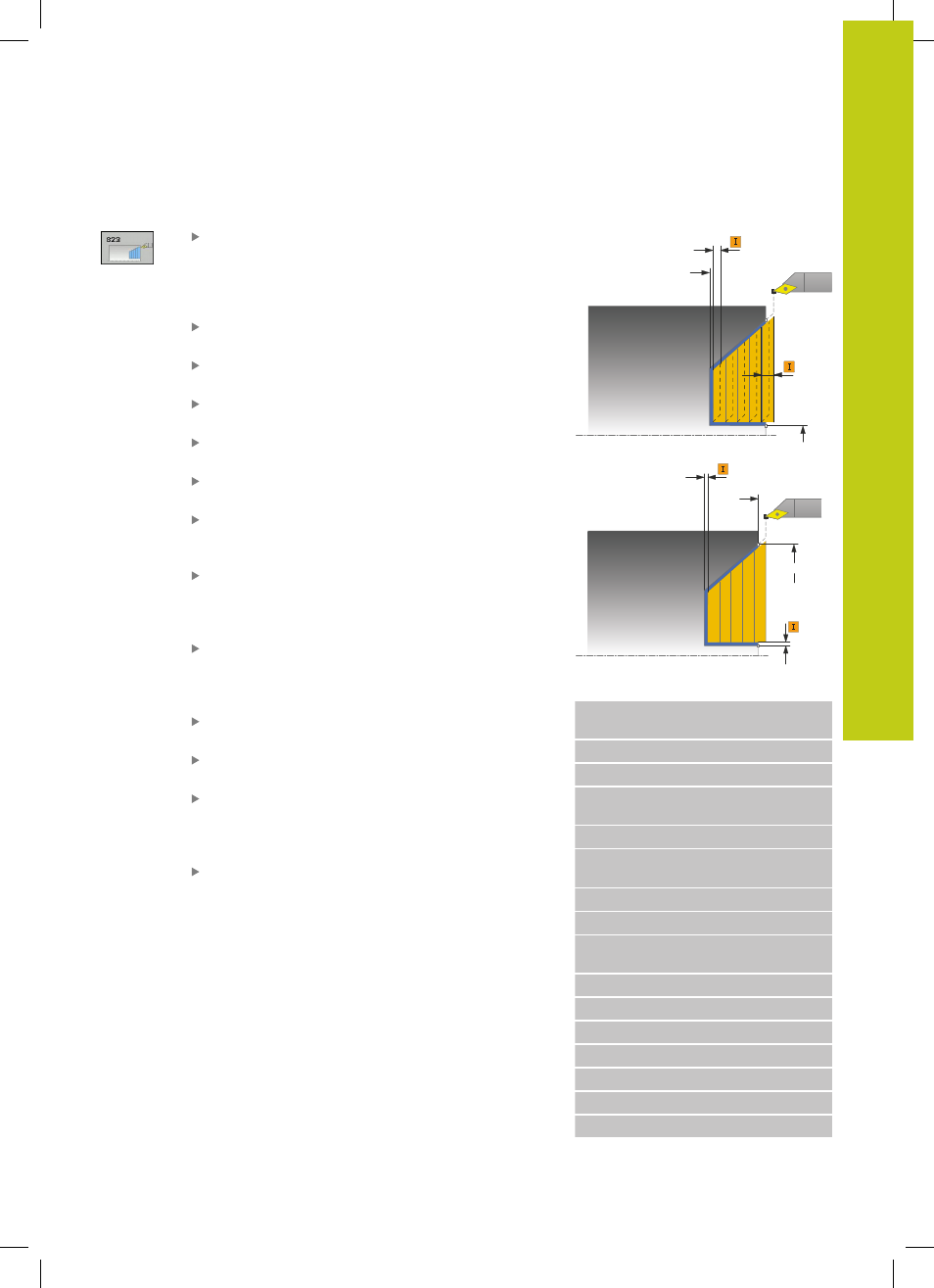
TOCZENIE WCIECIE PLAN
(cykl 823, DIN/ISO: G823)
12.13
12
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
361
Parametry cyklu
Zakres obróbki
Q215: określić zakres obróbki:
0
: obróbka zgrubna i wykańczająca
1
: tylko obróbka zgrubna
2
: tylko obróbka wykańczająca na gotowy wymiar
3
: tylko obróbka wykańczająca na naddatek
Bezpieczny odstęp
Q460 (przyrostowo): odstęp dla
ruchu powrotnego i prepozycjonowania.
Srednica start konturu
Q491: X-współrzędna
punktu startu konturu (średnica)
Start konturu Z
Q492: Z-współrzędna punktu startu
konturu dla drogi ruchu wgłębnego
Srednica koniec konturu
Q493: X-współrzędna
punktu końcowego konturu (średnica)
Koniec konturu Z
Q494: Z-współrzędna punktu
końcowego konturu
Kąt boku zarysu
Q495: kąt zagłębionego boku
zarysu. Kątem bazowym jest równoległa do osi
obrotu
Maksymalna głębokość skrawania
Q463:
maksymalne wcięcie w kierunku osiowym. Wcięcie
zostaje rozplanowane równomiernie, aby uniknąć
pętli.
Posuw obróbka zgrubna
Q478: prędkość posuwu
przy obróbce na gotowo. Jeśli zaprogramowano
M136 to TNC interpretuje posuw w milimetrach na
obrót, bez M136 w milimetrach na minutę.
Naddatek średnicy
Q483 (inkrementalnie):
naddatek średnicy na zdefiniowany kontur
Naddatek Z
Q484 (inkrementalnie): naddatek na
zdefiniowany kontur w kierunku osiowym
Posuw obróbka na gotowo
Q505: prędkość posuwu
przy obróbce na gotowo. Jeśli zaprogramowano
M136 to TNC interpretuje posuw w milimetrach na
obrót, bez M136 w milimetrach na minutę.
Wygładzanie konturu
Q506:
0
: po każdym przejściu wzdłuż konturu (w obrębie
obszaru wcięcia)
1
: wygładzanie konturu po ostatnim przejściu (cały
kontur); wznios pod 45°
2
: bez wygładzania konturu, wznios pod 45°
Q460
Ø Q493
Q494
Q463
Ø Q491
Q492
Q484
Ø Q483
NC-wiersze
11 CYCL DEF 823 TOCZENIE WCIECIE
PLAN
Q215=+0
;ZAKRES OBROBKI
Q460=+2
;BEZPIECZNY ODSTEP
Q491=+75
;START KONTURU
SREDNICA
Q492=+0
;START KONTURU Z
Q493=+20
;KONIEC KONTURU
SREDNICA
Q494=-5
;KONIEC KONTURU Z
Q495=+60
;KAT BOKU ZARYSU
Q463=+3
;MAX. GŁEB.
SKRAWANIA
Q478=+0.3
;POSUW OBR.ZGRUBNA
Q483=+0.4
;NADDATEK SREDNICA
Q484=+0.2
;NADDATEK Z
Q505=+0.2
;POSUW OBR. WYKAN.
Q506=+0
;WYGŁADZ. KONTURU
12 L X+75 Y+0 Z+2 FMAX M303
13 CYCL CALL