Parametry cyklu – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 214
Cykle obróbkowe: kieszeń konturu
7.11 ROWEK KONTURU TROCHOIDALNIE (cykl 275, DIN ISO G275)
7
214
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
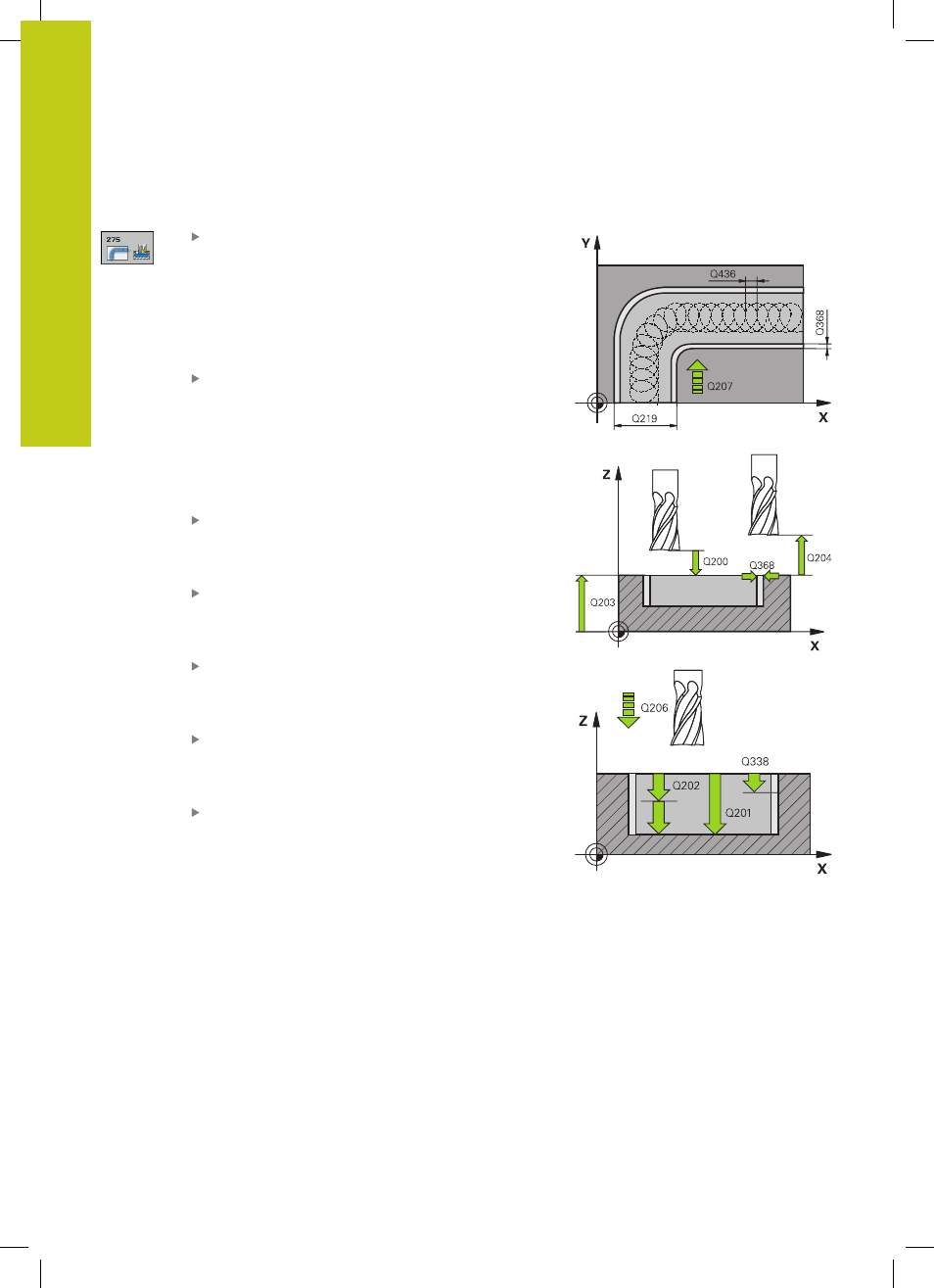
Parametry cyklu
Zakres obróbki (0/1/2)
Q215: określenie zakresu
obróbki:
0
: obróbka zgrubna i wykańczająca
1
: tylko obróbka zgrubna
2
: tylko obróbka na gotowo
Obróbka wykańczająca boku i wykańczanie dna są
wykonywane tylko, jeśli zdefiniowano odpowiedni
naddatek na obróbkę wykańczającą (Q368, Q369)
Szerokość rowka
Q219 (wartość równolegle
do osi pomocniczej płaszczyzny obróbki):
wprowadzić szerokość rowka; jeśli szerokość rowka
wprowadzona jest równa średnicy narzędzia, to
TNC dokonuje tylko obróbki zgrubnej (frezowanie
rowków podłużnych). Maksymalna szerokość
rowka przy obróbce zgrubnej: podwójna średnica
narzędzia. Zakres wprowadzenia 0 do 99999,9999
Naddatek na obróbkę wykańczającą z boku
Q368
(przyrostowo): naddatek na obróbkę wykańczającą
na płaszczyźnie obróbki. Zakres wprowadzenia 0 do
99999,9999
Wcięcie na jeden obieg
Q436 (absolutnie):
wartość, o którą TNC przesuwa narzędzie po
jednym obiegu w kierunku obróbki. Zakres
wprowadzenia: 0 do 99999.9999
Posuw frezowania
Q207: prędkość
przemieszczania się narzędzia przy frezowaniu w
mm/min. Zakres wprowadzenia 0 do 99999,999
alternatywnie FAUTO, FU, FZ
Posuw frezowania
Q12: posuw przy ruchach
przemieszczenia na płaszczyźnie obróbki. Zakres
wprowadzenia 0 bis 99999.9999 alternatywnie
FAUTO
, FU, FZ
Rodzaj frezowania
Q351: rodzaj obróbki
frezowaniem dla M3:
+1
= frezowanie współbieżne
–1
= frezowanie przeciwbieżne
PREDEF
: TNC wykorzystuje wartość z wiersza
GLOBAL DEF (Jeśli wprowadzimy 0, to następuje
obróbka ruchem współbieżnym)