Proszę uwzględnić przy programowaniu, Parametry cyklu – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 565
POMIAR PŁASZCZYZNA (cykl 431, DIN/ISO: G431) 16.13
16
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
565
Proszę uwzględnić przy programowaniu!
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy
pomiarowej.
Zeby TNC moglo obliczyć wartości kąta, nie mogą te
trzy punkty pomiarowe leżeć na jednej prostej.
W parametrach Q170 – Q172 zostają zapamiętane
kąty przestrzenne, konieczne dla funkcji Nachylenie
płaszczyzny obróbki. Poprzez pierwsze dwa punkty
pomiarowe określamy ustawienie osi głównej przy
nachyleniu płaszczyzny obróbki.
Trzeci punkt pomiarowy określa kierunek osi
narzędzia. Zdefiniować trzeci punkt pomiaru w
kierunku dodatniej osi Y, aby oś narzędzia leżała
właściwie w prawoskrętnym układzie współrzędnych.
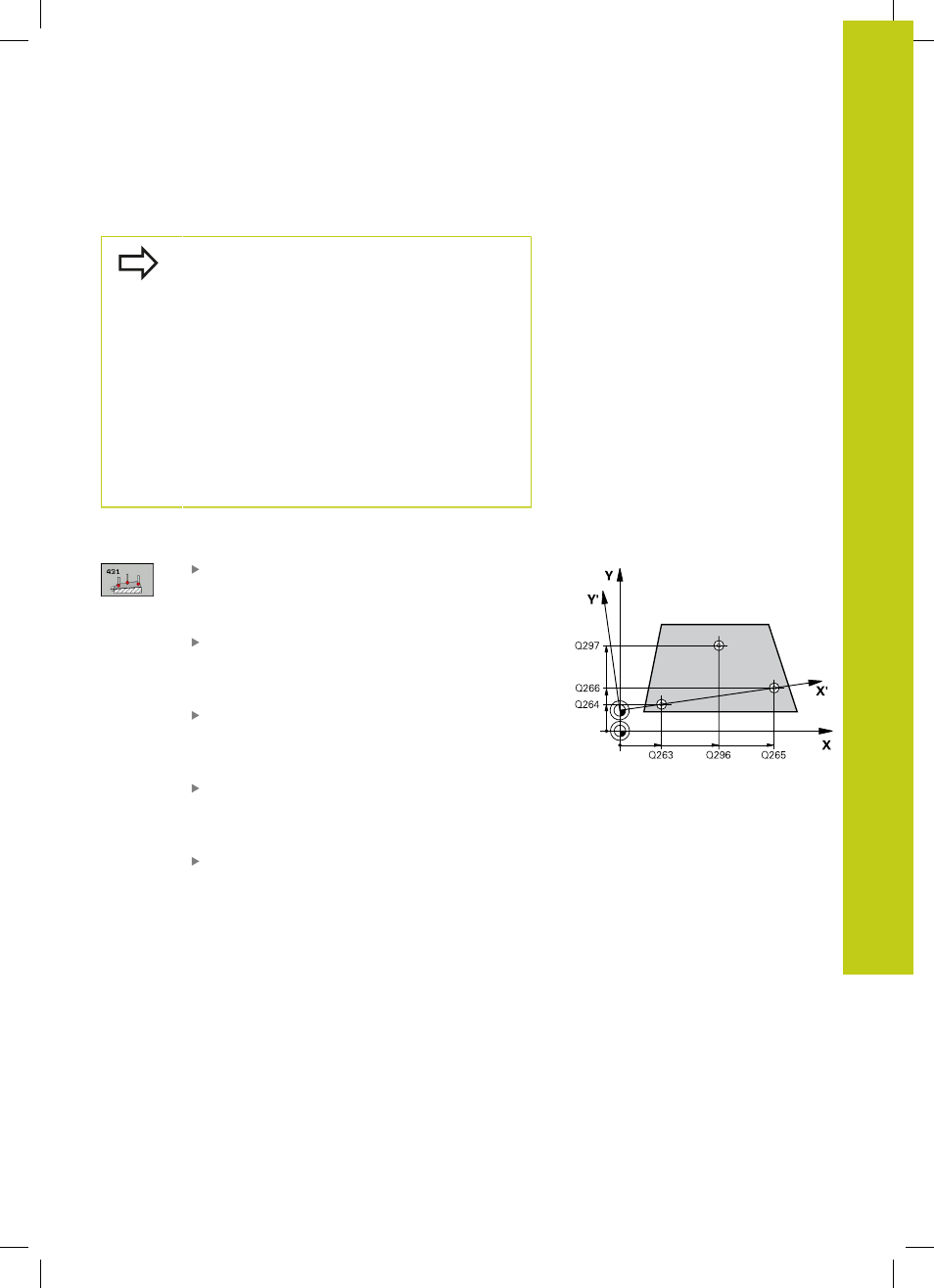
Parametry cyklu
1. punkt pomiaru 1. osi
Q263 (absolutnie):
współrzędna pierwszego punktu próbkowania na osi
głównej płaszczyzny obróbki. Zakres wprowadzenia
-99999,9999 do 99999,9999
1. punkt pomiaru 2. osi
Q264 (absolutnie):
współrzędna pierwszego punktu próbkowania
na osi pomocniczej płaszczyzny obróbki. Zakres
wprowadzenia -99999,9999 do 99999,9999
1. punkt pomiaru 3. osi
Q294 (absolutnie):
współrzędna pierwszego punktu próbkowania
na osi sondy pomiarowej. Zakres wprowadzenia
-99999,9999 do 99999,9999
2. punkt pomiaru 1. osi
Q265 (absolutnie):
współrzędna drugiego punktu próbkowania na osi
głównej płaszczyzny obróbki. Zakres wprowadzenia
-99999,9999 do 99999,9999
2. punkt pomiaru 2. osi
Q266 (absolutnie):
współrzędna drugiego punktu próbkowania na
osi pomocniczej płaszczyzny obróbki. Zakres
wprowadzenia -99999,9999 do 99999,9999