Zastosowanie, Przebieg cyklu obróbki zgrubnej, Toczenie poprzeczne rozszerzone – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 384: Osiowo (cykl 852, din/iso: g852)
Cykle: toczenie
12.20 TOCZENIE POPRZECZNE ROZSZERZONE OSIOWO
(cykl 852, DIN/ISO: G852)
12
384
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
12.20 TOCZENIE POPRZECZNE
ROZSZERZONE OSIOWO
(cykl 852, DIN/ISO: G852)
Zastosowanie
Przy pomocy tego cyklu można toczyć poprzecznie rowki
prostokątne w kierunku diagonalnym. Przy toczeniu poprzecznym
wykonywany jest na przemian ruch toczenia poprzecznego na
głębokość wcięcia a następnie obróbka zgrubna. W ten sposób
następuje obróbka z minimum przemieszczeń wznoszenia i
wcięcia. Rozszerzony zakres funkcji:
Na początku i na koniec konturu można wstawić fazkę lub
zaokrąglenie
W cyklu można definiować kąty dla ścianek bocznych rowka
W narożach konturu można wstawić promień
Można używać tego cyklu do wyboru dla obróbki zgrubnej,
wykańczającej lub kompletnej. Skrawanie przy obróbce zgrubnej
następuje równolegle do osi.
Można wykorzystywać ten cykl dla obróbki wewnętrznej i
zewnętrznej. Jeśli średnica startu Q491 jest większa niż średnica
końcowa Q493, to cykl wykonuje obróbkę zewnętrzną. Jeśli
średnica startu Q491 jest mniejsza niż średnica końcowa Q493, to
cykl wykonuje obróbkę wewnętrzną.
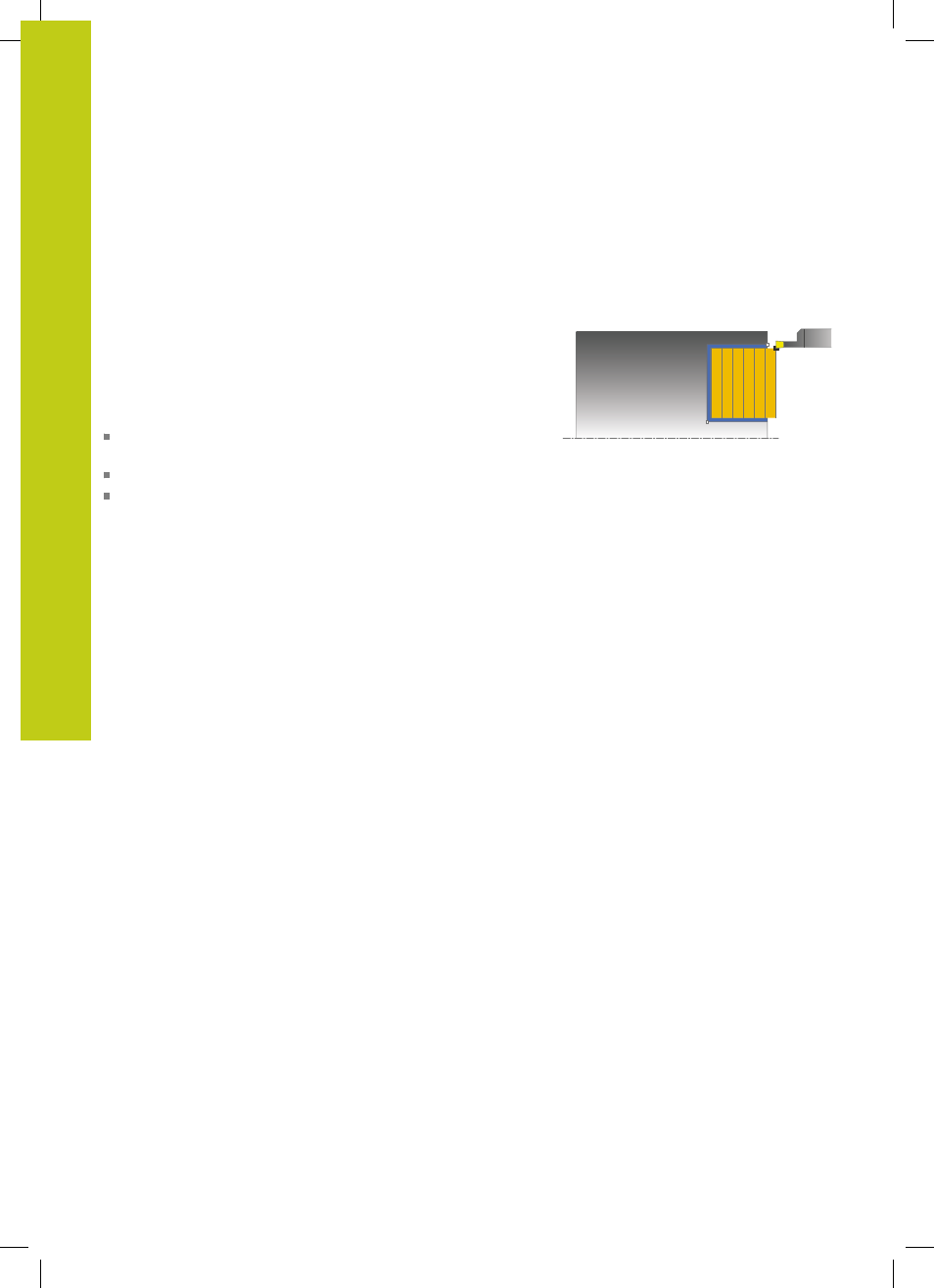
Przebieg cyklu obróbki zgrubnej
Jako punkt startu cyklu TNC używa pozycji narzędzia przy
wywołaniu cyklu. Jeśli współrzędna Z punktu startu jest mniejsza
niż Q492 START KONTURU Z, to TNC pozycjonuje narzędzie na
współrzędnej Z na Q492 i uruchamia cykl tam.
1 Z punktu startu cyklu TNC wykonuje ruch toczenia
poprzecznego na pierwszą głębokość wcięcia.
2 TNC skrawa obszar pomiędzy pozycją startu i punktem
końcowym diagonalnie ze zdefiniowanym posuwem Q478.
3 Jeśli w cyklu zdefiniowano parametr zapisu
Q488
, to elementy
zagłębione są obrabiane z tym posuwem wcięcia.
4 Jeśli w cyklu wybrano tylko jeden kierunek obróbki Q507=1 ,
to TNC wznosi narzędzie na bezpieczny odstęp powraca na
biegu szybkim i najeżdża ponownie kontur ze zdefiniowanym
posuwem. W przypadku kierunku obróbki Q507=0 wcięcie
następuje z obydwu stron.
5 Narzędzie wcina do następnej głębokości dosuwu.
6 TNC powtarza tę operację (2 do 4), aż zostanie osiągnięta
głębokość rowka.
7 TNC pozycjonuje narzędzie z powrotem na bezpieczną
odległość i wykonuje tocznie poprzeczne na obydwu stronach.
8 TNC przemieszcza narzędzie na biegu szybkim z powrotem do
punktu startu cyklu.