3 unit s – toczenie poprzeczne (przecinanie) – HEIDENHAIN SW 54843x-02 DIN Programming Instrukcja Obsługi
Strona 73
HEIDENHAIN MANUALplus 620, CNC PILOT 640
73
2.3 Unit
s – toczenie poprzeczne (przecinanie)
Szerokość przesunięcia B: od drugiego dosuwu skrawany odcinek
zostaje przy przejściu od toczenia do przecinania zredukowany o
"szerokość przesunięcia B". Przy każdym kolejnym przejściu na tym
boku zarysu następuje zredukowanie o „B” – dodatkowo do
dotychczasowego przesunięcia. Suma „przesunięcia” zostaje
ograniczona do 80% efektywnej szerokości ostrza (efektywna
szerokość ostrza = szerokość ostrza -2*promień ostrza). Sterowanie
redukuje w razie potrzeby zaprogramowaną szerokość przesunięcia.
Resztka materiału zostaje usuwana przy końcu przecinania
wstępnego za pomocą suwu podcinania.
Unit „przecinanie konturu bezpośredni zapis
konturu“
Unit skrawa opisany przy pomocy tych parametrów kontur osiowo/
radialnie.
Nazwa Unit: G860_G80 / cykl: G860 (patrz strona 278)
Sterowanie rozpoznaje na podstawie definicji narzędzia, czy
przecinanie jest radialne czy osiowe.
Dostęp do bazy danych technologicznych:
Rodzaj obróbki: toczenie poprzeczne (przecinanie)
konturu
przynależne parametry: F, S, E
Formularz Kontur:
RI, RK
Naddatek półwyrobu w kierunku X, Z
dalsze parametry formularza konturu: patrz strona 60
Formularz cyklu
Q
Obróbka zgrubna/wykańczająca (warianty przebiegu)
0: obróbka zgrubna i wykańczająca
1: tylko obróbka zgrubna
2: tylko obróbka wykańczająca
I, K
Naddatek w X-, Z-kierunku (I: wymiar średnicy)
P
Szerokość przecinania: (default: 0,8 x szerokość
narzędzia)
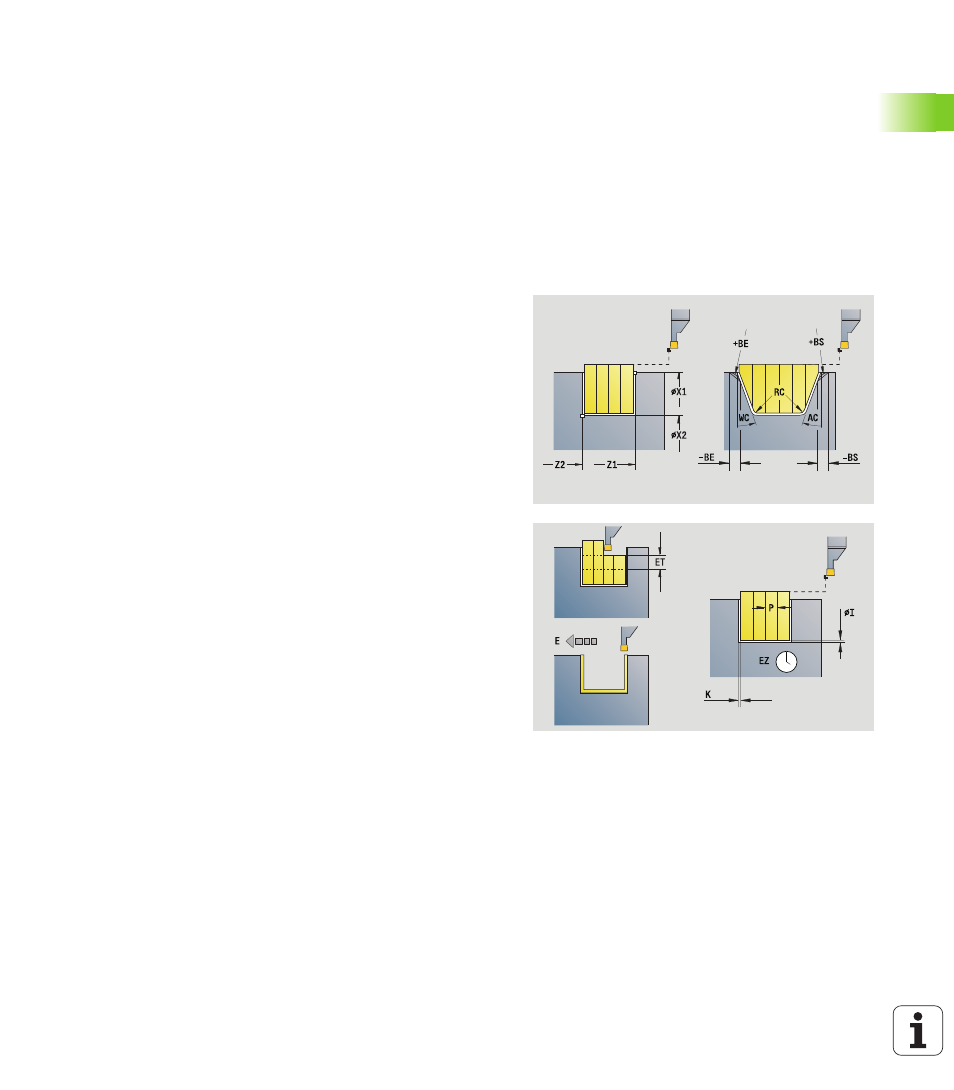
E
Posuw obróbki na gotowo: posuw szczególny, używany
tylko dla operacji obróbki na gotowo.
EZ
Czas zatrzymania po drodze przecinania: (default: czas
jednego obrotu wrzeciona)
DQ
Liczba cykli przecinania
DX, DZ
Odstęp do następnego przecięcia kierunek X, Z
Dalsze formularze: patrz strona 58