1 tryb pracy turn plus, Koncepcja turn plus, Patrz „tryb pracy turn plus” na stronie – HEIDENHAIN SW 54843x-02 DIN Programming Instrukcja Obsługi
Strona 546: 1 t ryb pracy turn plus 7.1 tryb pracy turn plus
546
TURN PLUS
7.1 T
ryb pracy TURN PLUS
7.1 Tryb pracy TURN PLUS
Dla generowania programów w TURN PLUS programujemy półwyrób
i gotowy przedmiot graficznie interakcyjnie. Następnie można zlecić
automatyczne zestawienie planu pracy i otrzymujemy jako wynik
skomentowany i strukturyzowany program NC.
Z TURN PLUS można generować programy NC dla następujących
zabiegów obróbkowych:
obróbki toczeniem
obróbki wierceniem i frezowaniem przy pomocy osi C
obróbki wierceniem i frezowaniem przy pomocy osi Y
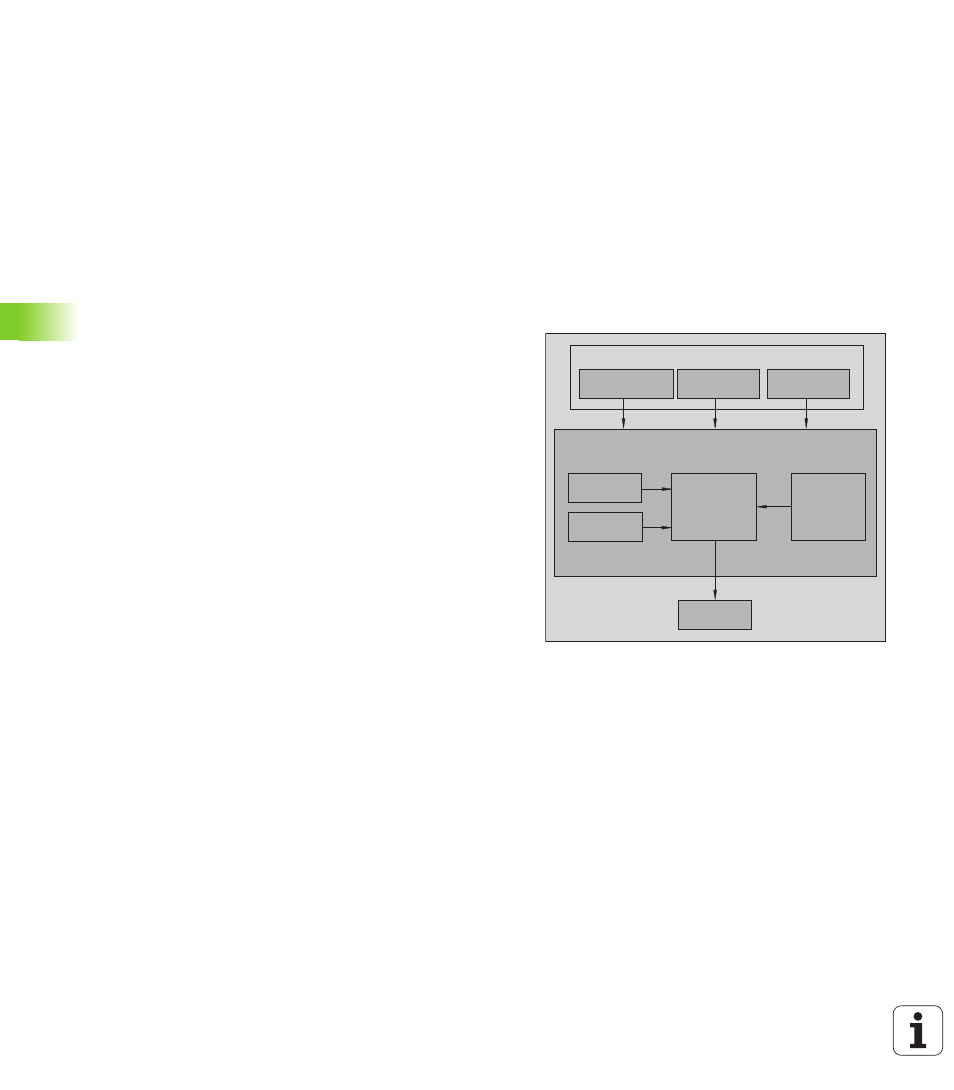
Koncepcja TURN PLUS
Opis przedmiotu jest podstawą generowania planu pracy. Strategia
generowania jest określona w kolejności obróbki. Parametry
obróbki definiują szczegóły obróbki. Tym samym dopasowujemy
TURN PLUS do indywidualnego zapotrzebowania.
TURN PLUS generuje plan pracy przy uwzględnieniu atrybutów
technologicznych, takich jak naddatki, tolerancje etc.
Na bazie przejścia po półwyrobie TURN PLUS optymalizuje drogi
najazdu, unika „przejść w powietrzu" jak i kolizji przedmiot - ostrze
narzędzia.
Dla wyboru narzędzia TURN PLUS wykorzystuje aktualne obłożenie
rewolweru: Jeśli w głowicy rewolwerowej nie zostanie znalezione
odpowiednie narzędzie, to TURN PLUS wybiera odpowiednie
narzędzia z bazy danych narzędzi.
Przy zamocowaniu przedmiotu TURN PLUS określa ograniczenie
skrawania i przesunięcie punktu zerowego dla programu NC.
Wartości skrawania TURN PLUS określa wykorzystując bazę danych
technologicznych.
TURN PLUS
Machining
Sequence
Machining
Parameters
Technology
Database
Chucking Equipment
Database
Tool
Database
Databases
Workpiece
Description
Automatic
Working Plan
Generation
NC
Program