Unit „obróbka zgrubna równolegle do konturu icp, 2 unit s – obróbka zgrubna – HEIDENHAIN SW 54843x-02 DIN Programming Instrukcja Obsługi
Strona 67
HEIDENHAIN MANUALplus 620, CNC PILOT 640
67
2.2 Unit
s – obróbka zgrubna
Unit „obróbka zgrubna równolegle do konturu
ICP“
Unit skrawa opisany w sekcji PRZEDMIOT GOTOWY kontur z „NS do
NE“ równolegle do konturu. Jeżeli w FK jest podany kontur
pomocniczy, to jest on wykorzystywany.
Nazwa Unit: G830_ICP / cykl: G830 (patrz strona 273)
Dostęp do bazy danych technologicznych:
Rodzaj obróbki: obróbka zgrubna
przynależne parametry: F, S, E, P
Formularz konturu
J
Naddatek półwyrobu (wymiar promienia) – tylko aktywny,
jeśli nie zdefiniowano półwyrobu .
B
Obliczenie konturu
0: automatycznie
1: narzędzie z lewej (G41)
2: narzędzie z prawej (G42)
dalsze parametry formularza konturu: patrz strona 60
Formularz cyklu
P
Maksymalne wcięcie
I, K
Naddatek w X-, Z-kierunku (I: wymiar średnicy)
SX, SZ
Ograniczenie skrawania (SX: wymiar średnicy) - (default:
bez ograniczenia skrawania)
A
Kąt najazdu (baza: oś Z) – (default: równolegle do osi-Z)
W
Kąt odjazdu (baza: oś Z) – (default: ortogonalnie do osi-Z)
Q
Wyjście z materiału przy końcu cyklu
0: powrót do punktu startu (najpierw kierunek X potem Z)
1: pozycjonuje przed gotowym konturem
2: podnosi na odstęp bezpieczeństwa i zatrzymuje
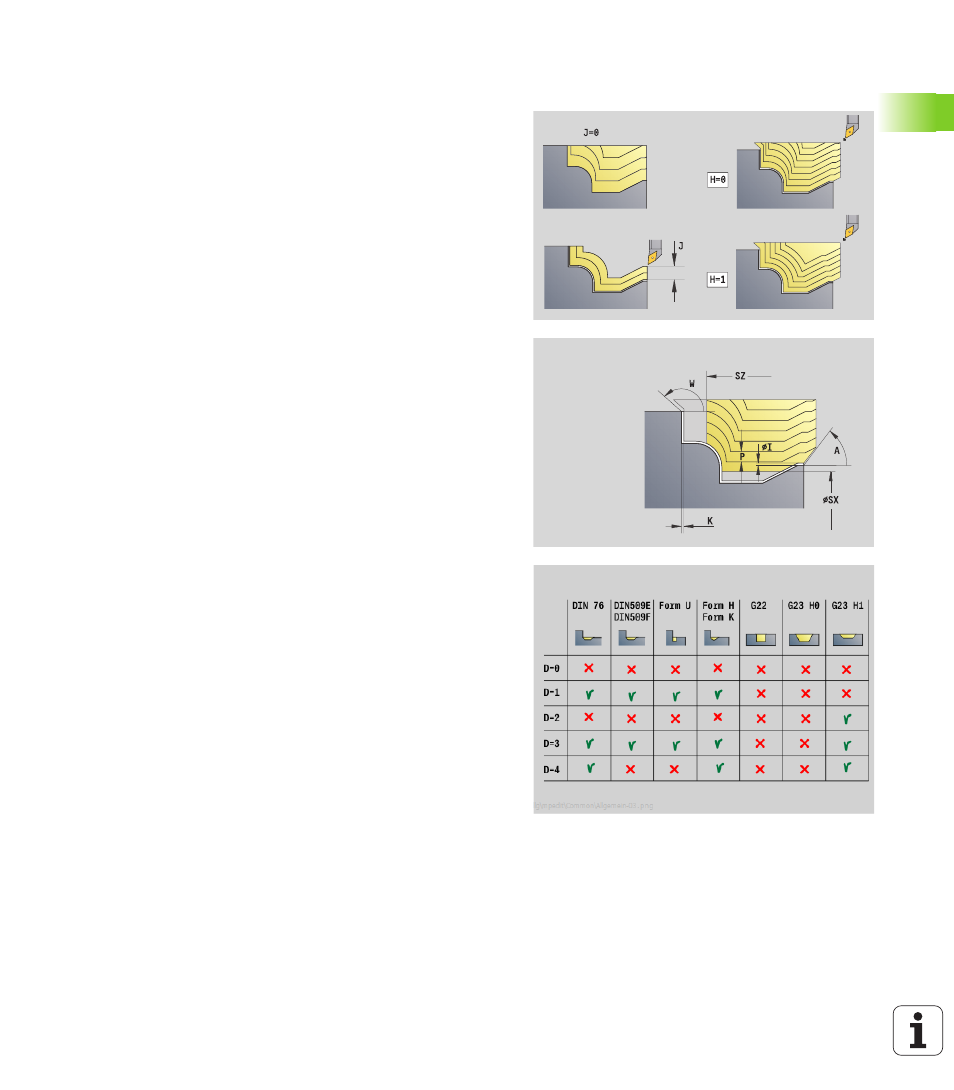
H
Typ linii skrawania
0: stała głębokość skrawania: kontur zostaje przesunięty
o stałą wartość wcięcia (równolegle do osi)
1: równoodległe linie skrawania: linie skrawania
przebiegają w stałej odległości od konturu (równolegle do
konturu). Kontur zostaje skalowany.
HR
Główny kierunek obróbki
0: automatycznie
1: +Z
2: +X
3: -Z
4: -X
D
Wygaszanie elementów: elementy formy nie obrabiać
(patrz ilustracja)
Dalsze formularze: patrz strona 58