Naznaczenie punktu zmiany narzędzia g14, Definiowanie punktu zmiany narzędzia g140, 9 pozycjonowa ć narz ę dz ie – HEIDENHAIN SW 54843x-02 DIN Programming Instrukcja Obsługi
Strona 246
246
DIN-programowanie
4.9 Pozycjonowa
ć narz
ę
dz
ie
Naznaczenie punktu zmiany narzędzia G14
G14 przemieszcza się na biegu szybkim do punktu zmiany narzędzia.
Współrzędne punktu zmiany określa się w trybie nastawiania.
Definiowanie punktu zmiany narzędzia G140
G140 definiuje pozycję podanego pod D punktu zmiany narzędzia.
Pozycja ta może zostać najechana z G14.
Przykład: G14
. . .
N1 G14 Q0 [najazd punktu zmiany narzędzia]
N2 T3 G95 F0.25 G96 S200 M3
N3 G0 X0 Z2
. . .
Parametry
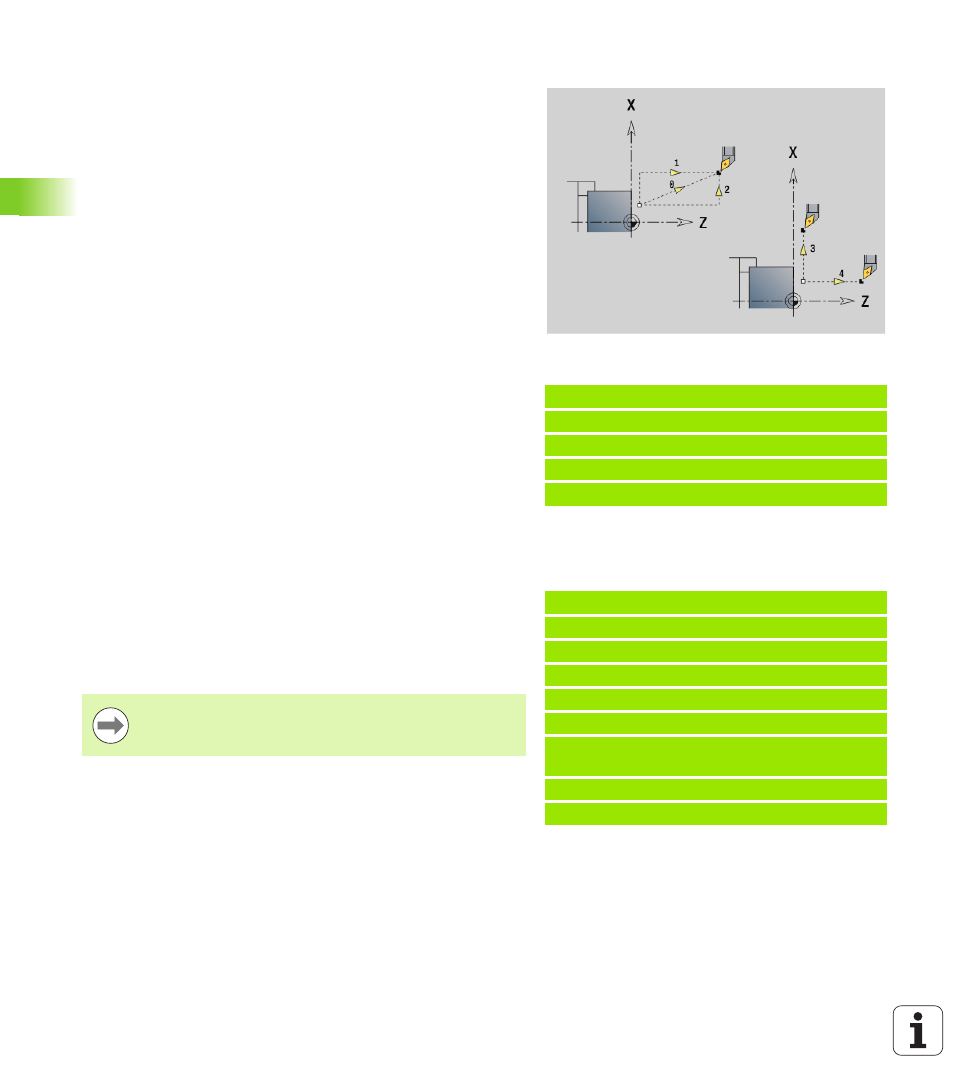
Q
Kolejność, określa przebieg ruchów przemieszczeniowych
(default: 0)
0: diagonalna droga przemieszczenia
1: najpierw w kierunku X, następnie w kierunku Z
2: najpierw w kierunku Z, potem w kierunku X
3: tylko w kierunku X, Z pozostaje niezmieniony
4: tylko w kierunku Z, X pozostaje niezmieniony
D
Numer - najeżdżanego punktu zmiany narzędzia (0-2) (default
=0, punkt zmiany z parametrów)
Przykład: G140
. . .
N1 G14 Q0 [punkt zmiany Narz z parametrów]
N2 T3 G95 F0.25 G96 S200 M3
N3 G0 X40 Z10
N5 G140 D1 X100 Z100 [WWP-Nr.1 naznaczyć]
N6 G14 Q0 D1 [WWP-Nr.1 najechać]
N7 G140 D2 X150 [WWP-Nr.2 naznaczyć, Z z
parametrów]
N8 G14 Q0 D2 [WWP-Nr.2 najechać]
. . .
Parametry
D
Numer punktu zmiany narzędzia (1-2)
X
Srednica – pozycja punktu zmiany narzędzia
Z
Długość – pozycja punktu zmiany narzędzia
Brakujące parametry przy X, Z zostają uzupełnione
wartościami z parametrów punktu zmiany narzędzia.