Unit „api-gwint, 8 unit s – gwint – HEIDENHAIN SW 54843x-02 DIN Programming Instrukcja Obsługi
Strona 127
HEIDENHAIN MANUALplus 620, CNC PILOT 640
127
2.8 Unit
s – gwint
Unit „API-gwint“
Unit wytwarza jedno- lub wielozwojowy API-gwint. Głębokość gwintu
zmniejsza się przy wybiegu gwintu.
Nazwa Unit: G352_API / cykl: G352 (patrz strona 306)
Dostęp do bazy danych technologicznych:
Rodzaj obróbki: toczenie gwintów
przynależne parametry: F, S
Formularz gwintu
O
Miejsce gwintu
0: gwint wewnętrzny (wcięcie w +X)
1: gwint zewnętrzny (wcięcie w –X)
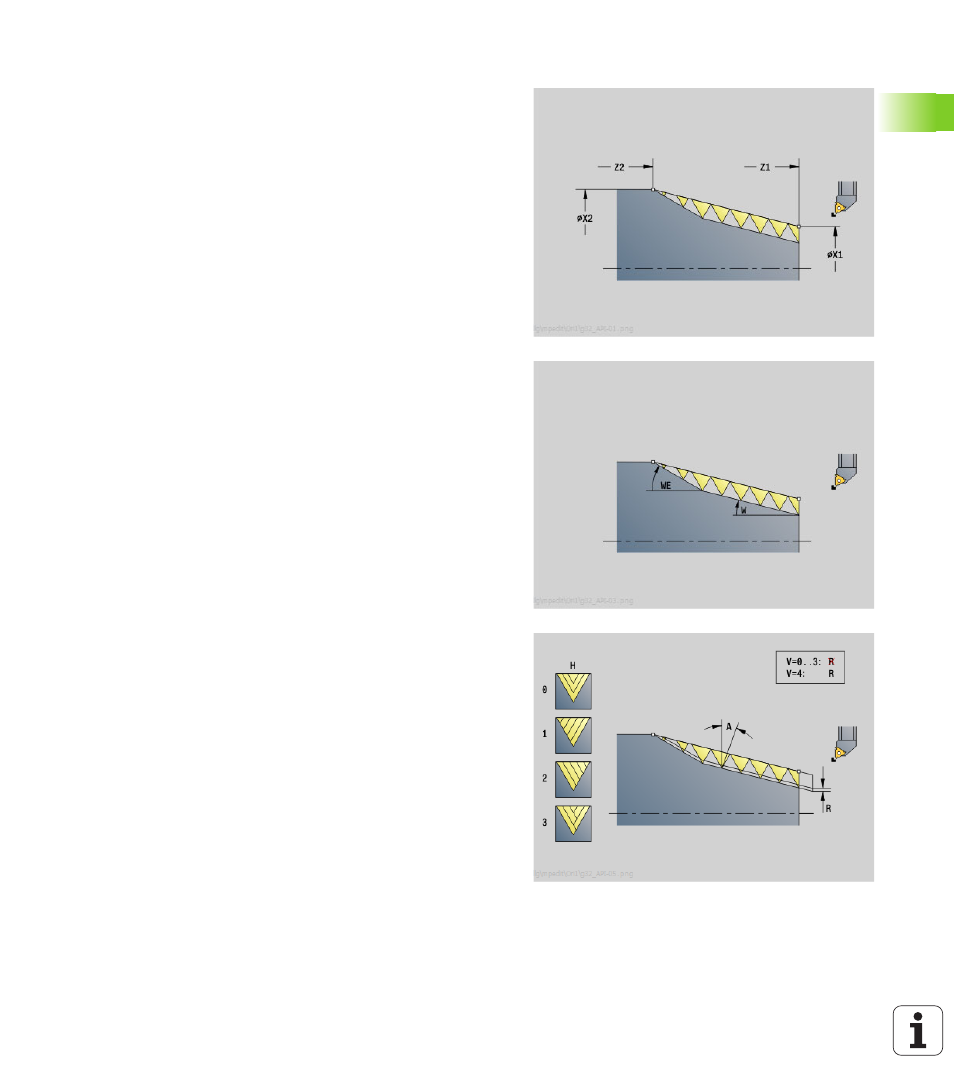
X1, Z1
Punkt startu gwintu (X1: wymiar średnicy)
X2, Z2
Punkt końcowy gwintu (X2: wymiar średnicy)
W
Kąt stożkowy (baza: oś Z; –45°<W<45°)
WE
Kąt wybiegu (baza: oś Z; 0°<WE<90°; default: 12°)
F1
Skok gwintu
U
Głębokość gwintu (automatycznie dla metrycznego gwintu
ISO)
Formularz cyklu
I
Maksymalne wcięcie (wymiar promienia)
H
Rodzaj offsetu (offset pomiędzy pojedyńczymi wcięciami w
kierunku skrawania)
0: bez offsetu
1: z lewej
2: z prawej
3: przemiennie z lewej/z prawej
V
Rodzaj posuwu wgłębnego
0: stałe przekrój wióra
1: stałe wcięcie
2: ze skrawaniem resztkowym
3: bez skrawania resztkowego
4: jak MANUALplus 4110
5: stałe wcięcie (jak w 4290)
6: stałe z resztą (jak w 4290)
A
Kąt wcięcia (baza: oś X; 0°>A>60°; default 30°)
R
Głębokość pozostałego przejścia (tylko dla V=4)
C
Kąt startu
D
Liczba zwojów
Q
Liczba pustych przejść
Dalsze formularze: patrz strona 58