Podcięcie din 76 z obróbką cylindra g853, Tu); cykl g853 (patrz, 21 cykle podci ęcia – HEIDENHAIN SW 54843x-02 DIN Programming Instrukcja Obsługi
Strona 316
316
DIN-programowanie
4.21 Cykle podci
ęcia
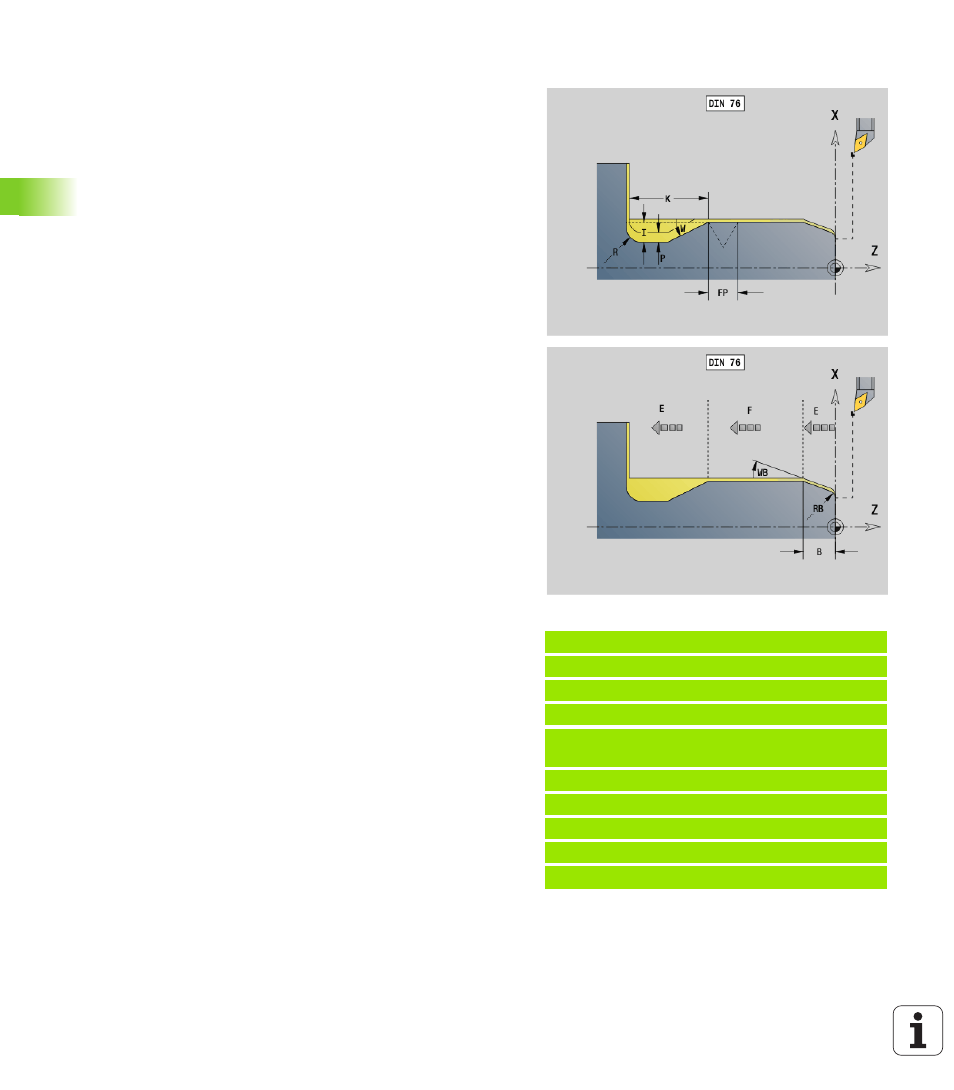
Podcięcie DIN 76 z obróbką cylindra G853
G853 wytwarza cylinder, podcięcie, przylegającą powierzchnię
czołową i nacięcie cylindra, jeśli operator podał parametr długość
nacięcia lub promień nacięcia .
Parametry nie zaprogramowane przez operatora Sterowanie określa
na podstawie tabeli norm:
FP na podstawie średnicy
I, K, W i R na podstawie FP (skok gwintu)
Przykład: G853
%853.nc
[G853]
N1 T2 G95 F0.23 G96 S248 M3
N2 G0 X60 Z2
N3 G853 FP1.5 I47 K15 W30 R2 P1 B5 RB2 WB30
E0.2 H1
N4 G0 X50 Z0
N5 G1 Z-30
N6 G1 X60
N7 G80
KONIEC
Parametry
FP
Skok gwintu
I
Głębokość podcięcia (default: tabela norm)
K
Długość podcięcia (default: tabela norm)
W
Kąt podcięcia (default: tabela norm)
R
Promień podcięcia (default: tabela norm)
P
Naddatek:
P nie podane: podcięcie zostaje wykonane jednym
przejściem
P podane: podział na toczenie wstępne i toczenie na gotowo
– P = naddatek planowy wynosi zawsze 0,1 mm.
B
Długość nacięcia - brak wprowadzenia: nacinanie cylindra nie
zostaje wykonane
RB
Promień nacięcia - brak wprowadzenia: promień nacięcia nie
zostanie wykonany
WB
Kąt nacinania (default: 45 °)
E
zredukowany posuw dla wytwarzania podcięcia (default:
aktywny posuw)
H
Rodzaj odjazdu (standard: 0):
0: narzędzie powraca do punktu startu
1: narzędzie stoi na końcu powierzchni planowej