Unit „toczenie poprzeczne icp, 3 unit s – toczenie poprzeczne (przecinanie) – HEIDENHAIN SW 54843x-02 DIN Programming Instrukcja Obsługi
Strona 72
72
smart.Turn Units
2.3 Unit
s – toczenie poprzeczne (przecinanie)
Unit „toczenie poprzeczne ICP“
Unit skrawa opisany poprzez ICP kontur osiowo/radialnie z „NS do
NE“. Skrawanie następuje poprzez przemienne (następujące na
przemian) przemieszczenia przecinania i obróbki zgrubnej.
Unit skrawa opisany w sekcji PRZEDMIOT GOTOWY kontur osiowo/
radialnie z „NS do NE“. Jeżeli w FK jest podany kontur pomocniczy, to
jest on wykorzystywany.
Nazwa Unit: G869_ICP / cykl: G869 (patrz strona 281)
Sterowanie rozpoznaje na podstawie definicji narzędzia, czy
przecinanie jest radialne czy osiowe.
Korekcja głębokości toczenia RB: w zależności od materiału,
prędkości posuwowej etc. ostrze „przegina się” przy obróbce
toczeniem. Ten błąd dosuwu korygujemy przy pomocy korekcji
głębokości toczenia. Wartość ta zostaje z reguły ustalona empirycznie.
Dostęp do bazy danych technologicznych:
Rodzaj obróbki: toczenie poprzeczne
przynależne parametry: F, S, O, P
Formularz konturu
X1, Z1
Punkt początkowy półwyrobu. Używany tylko, jeśli brak
zdefinowanego półwyrobu .
RI, RK
Naddatek półwyrobu w kierunku X, Z
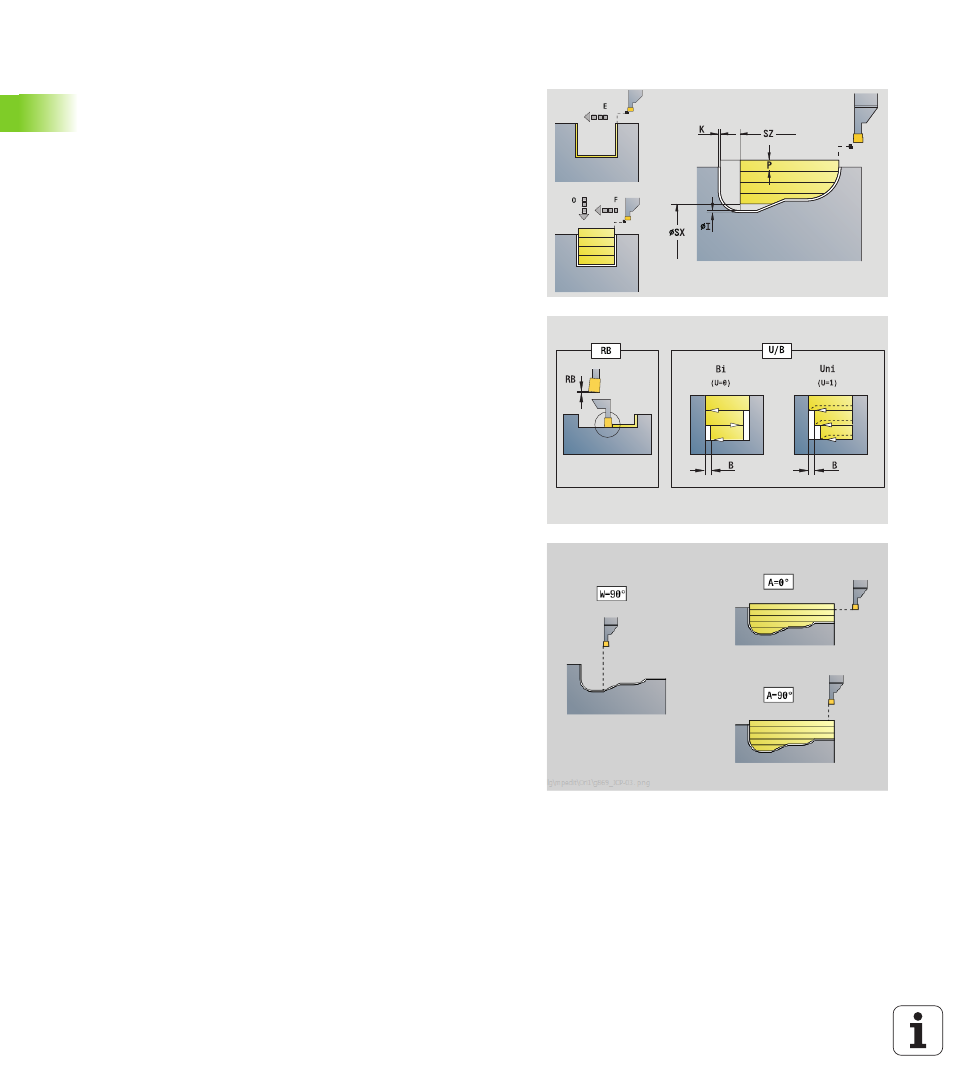
SX, SZ
Ograniczenie skrawania (SX: wymiar średnicy) - (default:
bez ograniczenia skrawania)
dalsze parametry formularza konturu: patrz strona 60
Formularz cyklu
P
Maksymalne wcięcie przy toczeniu wstępnym
I, K
Naddatek w X-, Z-kierunku (I: wymiar średnicy)
RB
Korekcja głębokości toczenia dla obróbki wykańczającej
B
Szerokość przesunięcia
U
Kierunek skrawania
0 (Bi): dwukierunkowo (w obydwu kierunkach)
1 (Uni): jednokierunkowo (w kierunku konturu)
Q
Przebieg (obróbka wykańczająca/obróbka zgrubna)
0: obróbka zgrubna i wykańczająca
1: tylko obróbka zgrubna
2: tylko obróbka wykańczająca
A
Kąt dosuwu (default: przeciwnie do kierunku podcinania)
W
Kąt odsuwu (default: przeciwnie do kierunku podcinania)
O
Posuw nacinania (default: aktywny posuw)
E
Posuw obróbki wykańczającej (default: aktywny posuw)
H
Wyjście z materiału przy końcu cyklu
0: powrót do punktu startu
osiowe nacięcie:najpierw kierunek Z potem X
radialne nacięcie:najpierw kierunek X potem Z
1: pozycjonuje przed gotowym konturem
2: podnosi na odstęp bezpieczeństwa i zatrzymuje
Dalsze formularze: patrz strona 58