Stożkowy api-gwint g352, Patrz „stożkowy api-gwint g352” na, Stronie 306 – HEIDENHAIN SW 54843x-02 DIN Programming Instrukcja Obsługi
Strona 306: 19 cykle gwintowania
306
DIN-programowanie
4.19 Cykle gwintowania
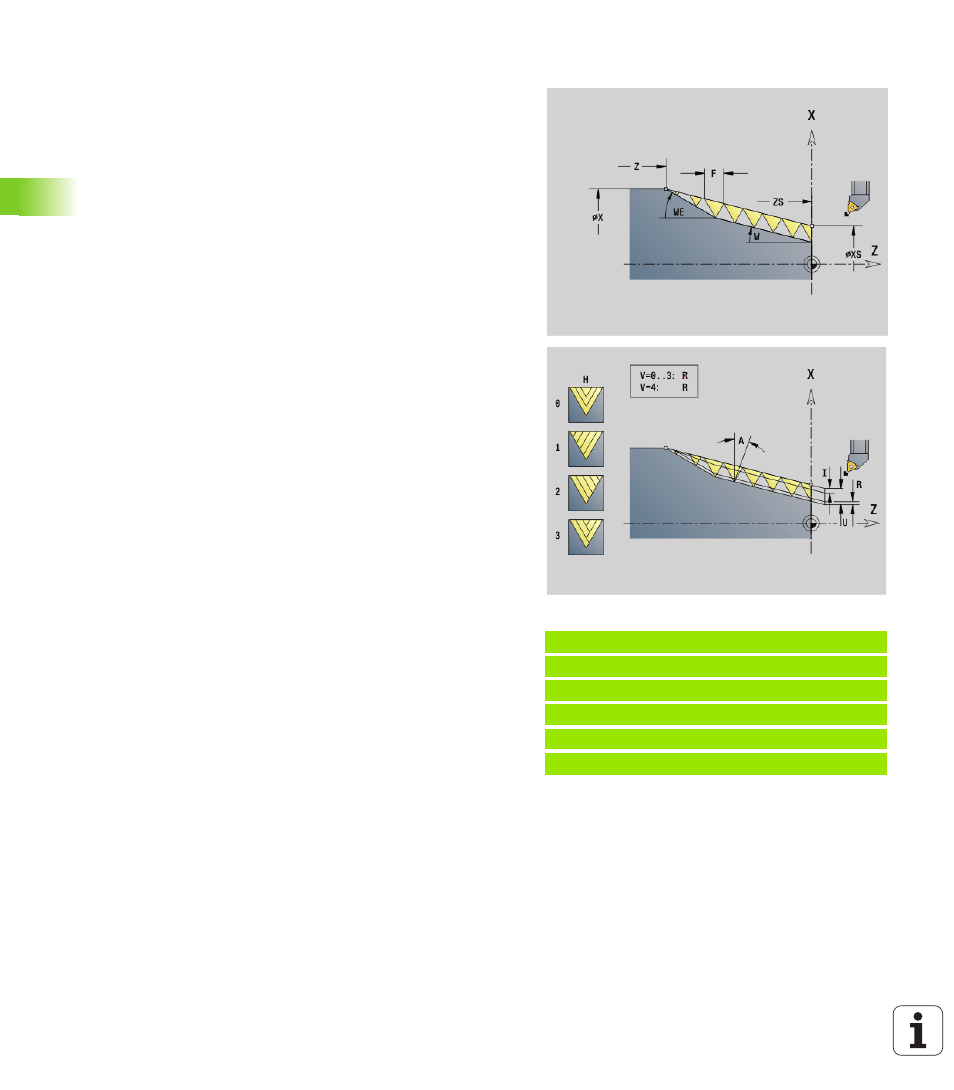
Stożkowy API-gwint G352
G352 wytwarza jedno- lub wielozwojowy API-gwint. Głębokość gwintu
zmniejsza się przy wybiegu gwintu.
Przykład: G352
%352.NC
[G352]
N1 T5 G97 S1500 M3
N2 G0 X13 Z4
N3 G352 X16 Z-28 XS13 ZS0 F1.5 U-999 WE12
KONIEC
Parametry
X
Punkt końcowy gwintu (wymiar średnicy)
Z
Punkt końcowy gwintu
XS
Punkt początkowy gwintu (wymiar średnicy)
ZS
Punkt początkowy gwintu
F
Skok gwintu
U
Głębokość gwintu
U>0: gwint wewnętrzny
U<=0: gwint zewnętrzny (strona wzdłużna lub czołowa)
U= +999 oder –999: głębokość gwintu zostaje obliczona
I
Maksymalne wcięcie (default: zostaje obliczane ze skoku
gwintu i głębokości gwintu)
V
Rodzaj wcięcia (standard: 0)
0: stałe skrawanie poprzeczne dla wszystkich przejść
1: stałe wcięcie
2: ze skrawaniem resztkowym. Pierwsze wcięcie = "reszta" z
dzielenia głębokości gwintu/głębokości przejścia skrawania.
"Ostatnie przejście" zostaje podzielone na 1/2-, 1/4-, 1/8- i 1/
8-przejścia.
3: wcięcie zostaje obliczone ze skoku i prędkości obrotowej
4: jak MANUALplus 4110
H
Rodzaj przesunięcia dla wygładzania zarysów gwintu
(default: 0)
0: bez offsetu
1: offset z lewej
2: offset z prawej
3: offset na przemian od prawej/od lewej
A
Kąt wcięcia (zakres: –60° < A < 60°; default: 30°)
A>0: dosuw od prawego boku zarysu gwintu
A<0: dosuw od lewego boku zarysu gwintu
R
Głębokość pozostałych przejść - tylko w połączeniu z rodzajem
wcięcia V=4 (jak MANUALplus 4110)
W
Kąt stożkowy (zakres: –45° < W < 45°; default: 0°)
WE
Kąt wybiegu (zakres: 0° < WE < 90°; default: 12°)
D
Liczba zwojów dla gwintu wielozwojowego.
Q
Liczba pustych przejść po ostatnim skrawaniu (dla
zredukowania nacisku skrawania w dnie gwintu) - (default: 0)
C
Kąt startu (początek gwintu leży określony do nie-
obrotowosymetrycznych elementów konturu) - (default: 0)