1 podst awy – HEIDENHAIN SW 54843x-02 DIN Programming Instrukcja Obsługi
Strona 583
HEIDENHAIN MANUALplus 620, CNC PILOT 640
583
8.1 Podst
awy
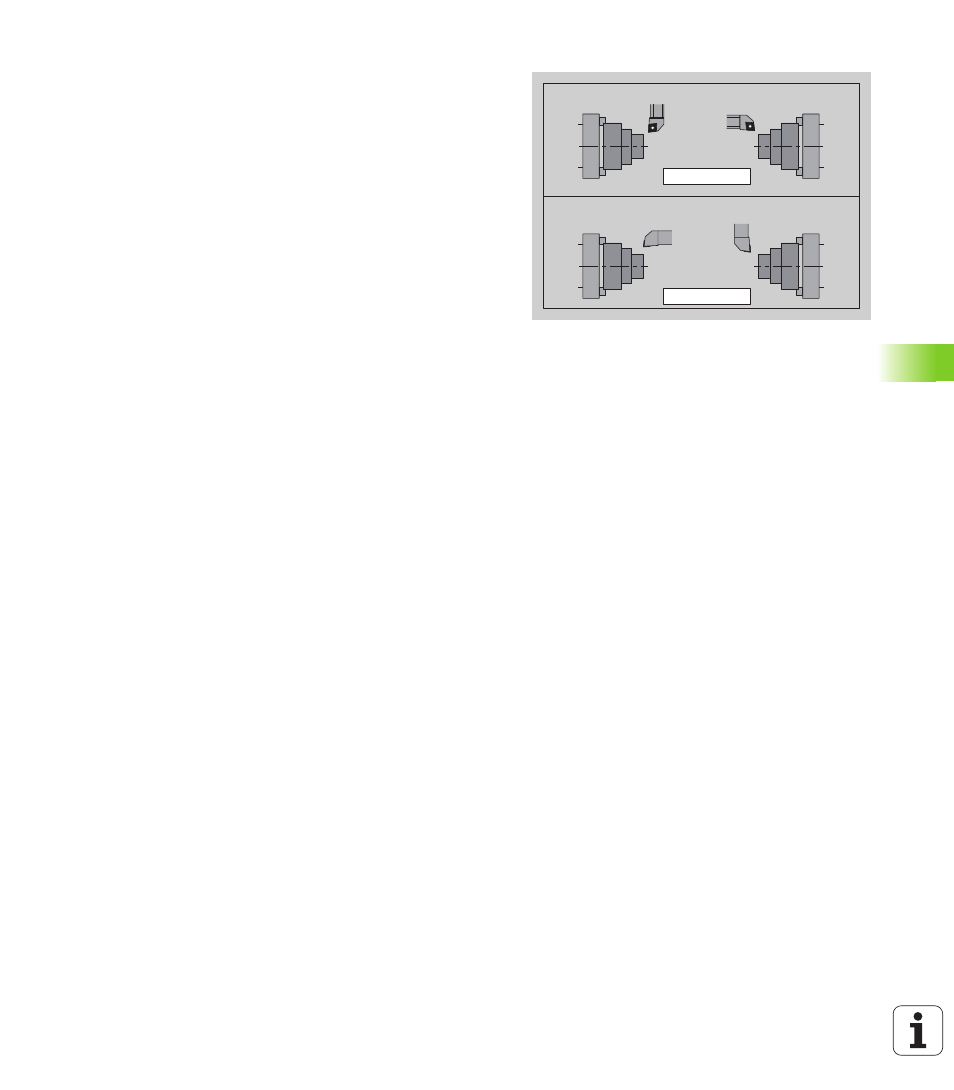
Narzędzia dla osi B
Kolejną zaletą osi B jest możliwość elastycznego wykorzystania
narzędzi przy obróbce toczeniem. Poprzez nachylenie osi B i obrót
narzędzia można osiągnąć położenia narzędzia, umożliwiające
obróbkę wzdłużną i planową a także radialną i osiową obróbkę na
wrzecionie głównym i przeciwwrzecione przy pomocy tego samego
narzędzia.
W ten sposób redukuje się liczbę koniecznych do obróbki narzędzi a
także liczbę zmian narzędzia.
Dane narzędzi: wszystkie narzędzia zostają opisywane w bazie
danych narzędzi przy pomocy wymiarów X, Z i Y a także przy pomocy
wartości korekcji. Wymiary te odnoszą się do kąta nachylenia B=0°
(położenie referencyjne).
Dodatkowo zostaje odnotowywany kąt położenia CW. Ten parametr
definiuje w przypadku nie napędzanych narzędzi ( narzędzi tokarskich)
robocze położenie narzędzia.
Kąt nachylenia osi B nie jest komponentem danych narzędzi. Kąt ten
zostaje definiowany przy wywoływaniu narzędzia lub przy
zastosowaniu określonego narzędzia.
Orientacja narzędzia i wyświetlanie położenia: obliczenie pozycji
wierzchołka ostrza narzędzia dla narzędzi tokarskich następuje na
bazie orientacji ostrza.
Sterowanie oblicza orientację narzędzia w przypadku narzędzi
tokarskich na podstawie kąta przystawienia i kąta wierzchołkowego.
BW 180
CW 0
CW 180
BW 180
BW 180
BW 180