26 cykle frezowania, Liniowy rowek strona czołowa g791 – HEIDENHAIN SW 54843x-02 DIN Programming Instrukcja Obsługi
Strona 345
HEIDENHAIN MANUALplus 620, CNC PILOT 640
345
4.26 Cykle frezowania
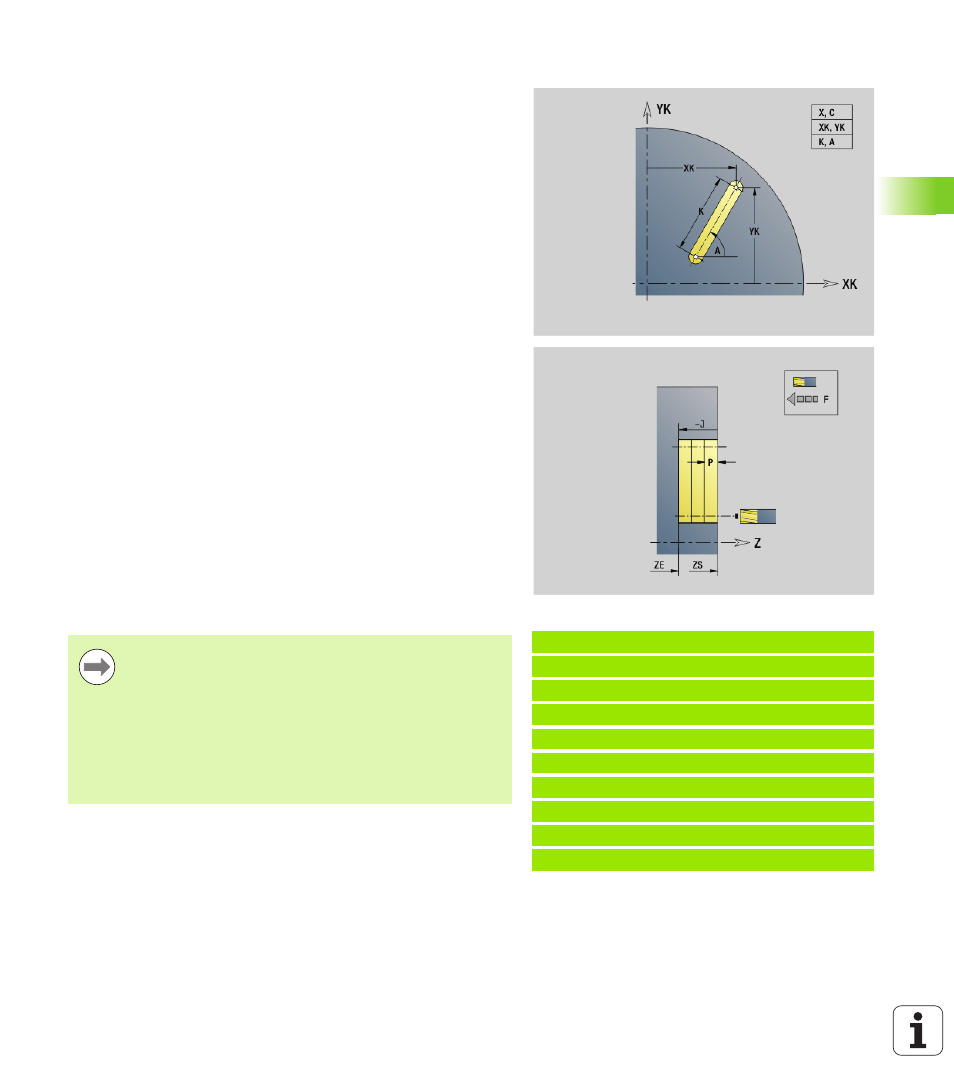
Liniowy rowek strona czołowa G791
G791 frezuje rowek od aktualnej pozycji narzędzia do punktu
końcowego. Szerokość rowka odpowiada średnicy freza. Nie zostaje
obliczany naddatek.
Kombinacje parametrów przy definiowaniu punktu końcowego: patrz
ilustracja
Kombinacje parametrów przy definiowaniu płaszczyzny frezowania:
Dno frezowania ZE, górna krawędź frezowania ZS
Dno frezowania ZE, głębokość frezowania J
Górna krawędź frezowania ZS, głębokość frezowania J
Dno frezowania ZE
Przykład: G791
%791.NC
[G791]
N1 T7 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G100 XK20 YK5
N6 G791 XK30 YK5 ZE-5 J5 P2
N7 M15
KONIEC
Parametry
X
Punkt końcowy rowka we współrzędnych biegunowych
(wymiar średnicy)
C
Kąt końcowy. Punkt końcowy rowka we współrzędnych
biegunowych (kierunek kąta: patrz rysunek pomocniczy)
XK
Punkt końcowy rowka (kartezjańskie współrzędne)
YK
Punkt końcowy rowka (kartezjańskie współrzędne)
K
Długość rowka odniesiona do punktu środkowego freza
A
Kąt rowka (baza: patrz rysunek pomocniczy)
ZE
Dno frezowania
ZS
Górna krawędź frezowania
J
Głębokość frezowania
J>0: kierunek wcięcia –Z
J<0: kierunek wcięcia +Z
P
Maksymalne wcięcie (default: całkowita głębokość jednym
przejściem)
F
Posuw wcięcia (default: aktywny posuw)
Proszę nachylić wrzeciono przed wywołaniem G791 na
żądaną pozycję kątową.
Jeśli operator używa zespołu pozycjonowania
wrzeciona (bez osi C), to zostaje wytwarzany osiowy
rowek, centrycznie do osi obrotu.
Jeśli J lub ZS są zdefiniowane, to cykl dosuwa w Z na
odstęp bezpieczeństwa i frezuje potem rowek. Jeżeli J i
ZS nie zostanie podana, to cykl frezuje od aktualnej
pozycji narzędzia.