1 smart.t u rn unit s – HEIDENHAIN SW 54843x-02 DIN Programming Instrukcja Obsługi
Strona 59
HEIDENHAIN MANUALplus 620, CNC PILOT 640
59
2.1 smart.T
u
rn Unit
s
Formularz poglądowy
W formularzu poglądowym są zebrane najważniejsze dane Unit. Te
parametry są powtarzane w innych formularzach.
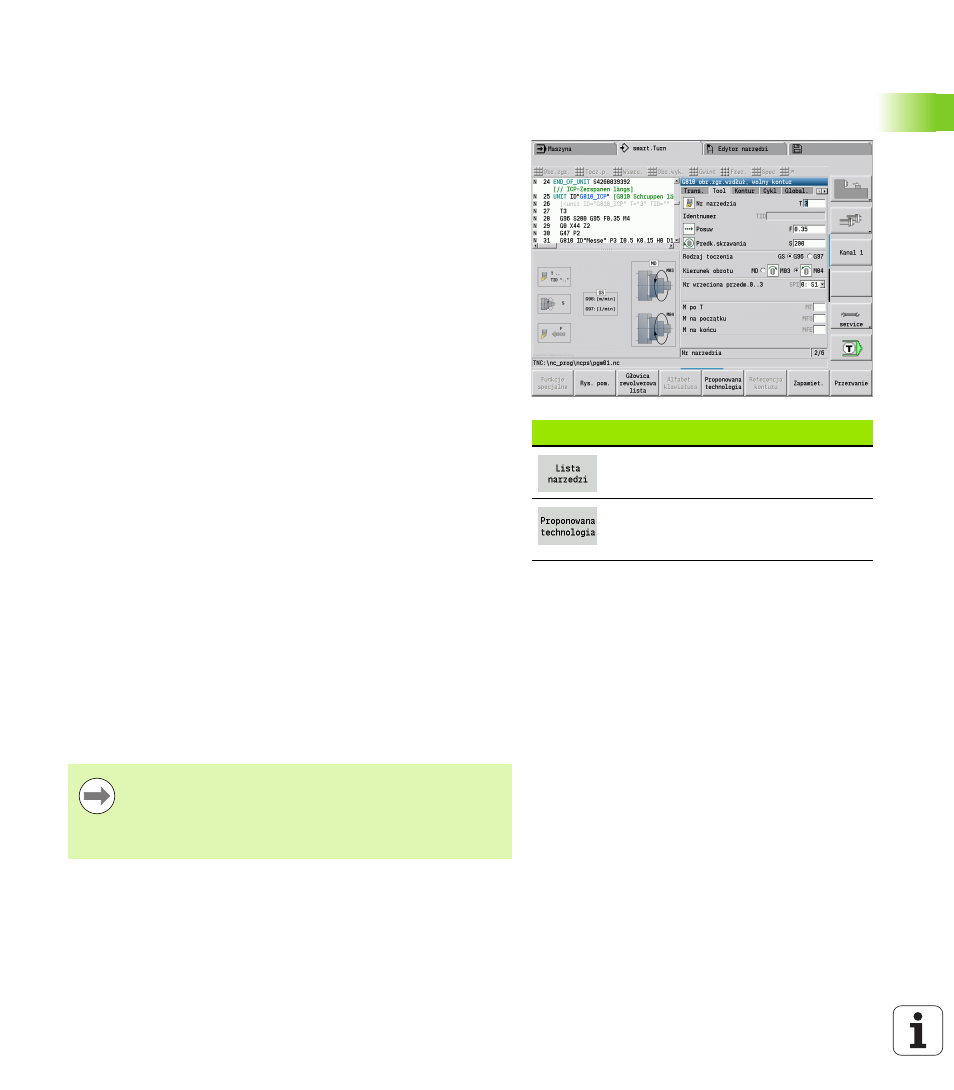
Formularz Tool (narzędzia)
W tym formularzu programujemy informacje technologiczne.
Softkeys w formularzu Tool
Wybór numeru narzędzia
Przejęcie posuwu, prędkości skrawania
i wcięcia z bazy danych
technologicznych.
Formularz "Tool" (narzędzia)
Narzędzie
T
Numer narzędzia (numer miejsca w rewolwerze)
TID
Identnumer (nazwa narzędzia) zostaje zapisany
automatycznie.
F
Posuw: posuw obrotowy (mm/obr) dla obróbki. Przy każdym
obrocie wrzeciona narzędzie zostaje przemieszczone o
zaprogramowaną wartość.
S
(stała) prędkość skrawania (m/min) lub stała prędkość
obrotowa (obr/min). Przy pomocy rodzaj obrotu GS
przełączalna.
Wrzeciono
GS
Rodzaj obrotu
G96: stała prędkość skrawania. Prędkość obrotowa
zmienia się synchronicznie ze średnicą obrotu
G97: stała prędkość obrotowa. Prędkość obrotowa jest
niezależna od średnicy obrotu
MD
Kierunek obrotu
M03: zgodnie z ruchem wskazówek zegara CW
M04: w kierunku przeciwnym do ruchu wskazówek zegara
CCW
SPI
Numer wrzeciona przedmiotu (0..3). Wrzeciono, w którym
zamocowano obrabiany przedmiot (tylko dla maszyn z
kilkoma wrzecionami).
SPT
Numer wrzeciona narzędzia (0..3). Wrzeciono napędzanego
narzędzia.
M-funkcje
MT
M po T: M-funkcja, wykonywana po wywołaniu narzędzia T.
MFS
M na początku: funkcja M, wykonywana na początku etapu
obróbki.
MFE
M na końcu: funkcja M, wykonywana na końcu etapu
obróbki.
Każdej Unit jest przypisany rodzaj obróbki dla dostępu do
bazy danych technologii. W poniższym opisie zostaje
podany w wierszu rodzaju obróbki przypisany rodzaj
obróbki i zmienione poprzez propozycję technologii
parametry Unit.