18 definicje konturu w części obróbkowej, Koniec cyklu/prosty kontur g80 – HEIDENHAIN SW 54843x-02 DIN Programming Instrukcja Obsługi
Strona 290
290
DIN-programowanie
4.18 Definicje konturu w cz
ęś
ci obróbkowej
4.18 Definicje konturu w części
obróbkowej
Koniec cyklu/prosty kontur G80
G80 (z parametrami) opisuje kontur toczenia z kilku elementów w
jednym wierszu NC. G80 (bez parametrów) zamyka definicję konturu
bezpośrednio po cyklu.
IC i KC są wykorzystywane wewnętrznie w sterowaniu, aby
przedstawić cykle fazka/zaokrąglenie.
Przykład: G80
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G810 P3
N4 G80 XS60 ZS-2 XE90 ZE-50 BS3 BE-2 RC5
N5 ...
N6 G0 X85 Z2
N7 G810 P5
N8 G0 X0 Z0
N9 G1 X20
N10 G1 Z-40
N11 G80
Parametry
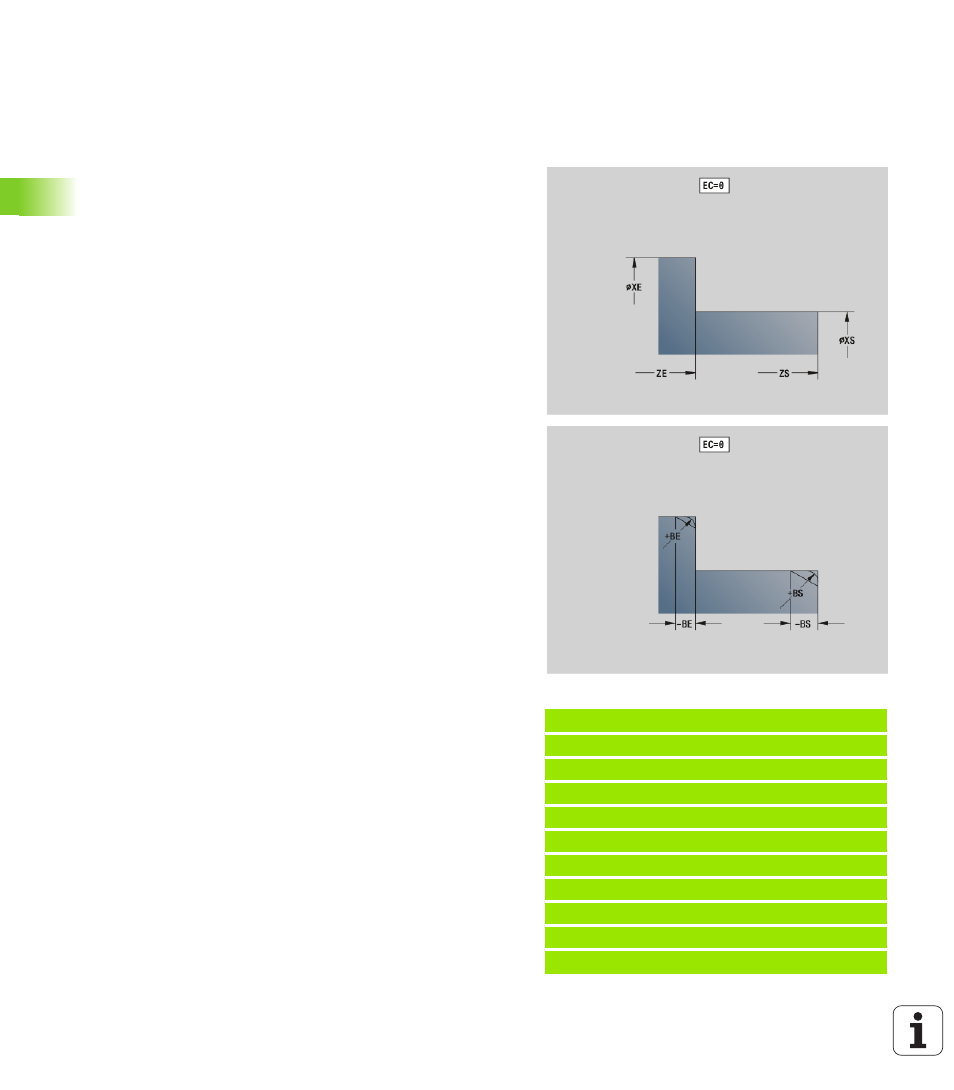
XS
Punkt początkowy konturu X (wymiar średnicy)
ZS
Punkt początkowy konturu Z
XE
Punkt końcowy konturu (wymiar średnicy)
ZE
Punkt końcowy konturu Z
AC
Kąt 1. elementu (zakres: 0° <= AC < 90°)
WC
Kąt 2. elementu (zakres: 0° <= AC < 90°)
BS
Fazka/zaokrąglenie w punkcie startu
WS
Kąt dla fazki w punkcie startu
BE
Fazka/zaokrąglenie w punkcie końcowym
WE
Kąt dla fazki w punkcie końcowym
RC
Promień
IC
szerokość fazki
KC
szerokość fazki
JC
Wykonanie (patrz programowanie cykli)
0: prosty kontur
1: rozszerzony kontur
EC
Kontur wcięcia
0: rosnący kontur
1: kontur zagłębiony
HC
Kierunek konturu dla obróbki wykańczającej:
0: wzdłuż
1: plan