Frezowanie powierzchni, obróbka wykańczająca g842, 7 cykle frezowania o ś y – HEIDENHAIN SW 54843x-02 DIN Programming Instrukcja Obsługi
Strona 521
HEIDENHAIN MANUALplus 620, CNC PILOT 640
521
6.7 Cykle frezowania o
ś Y
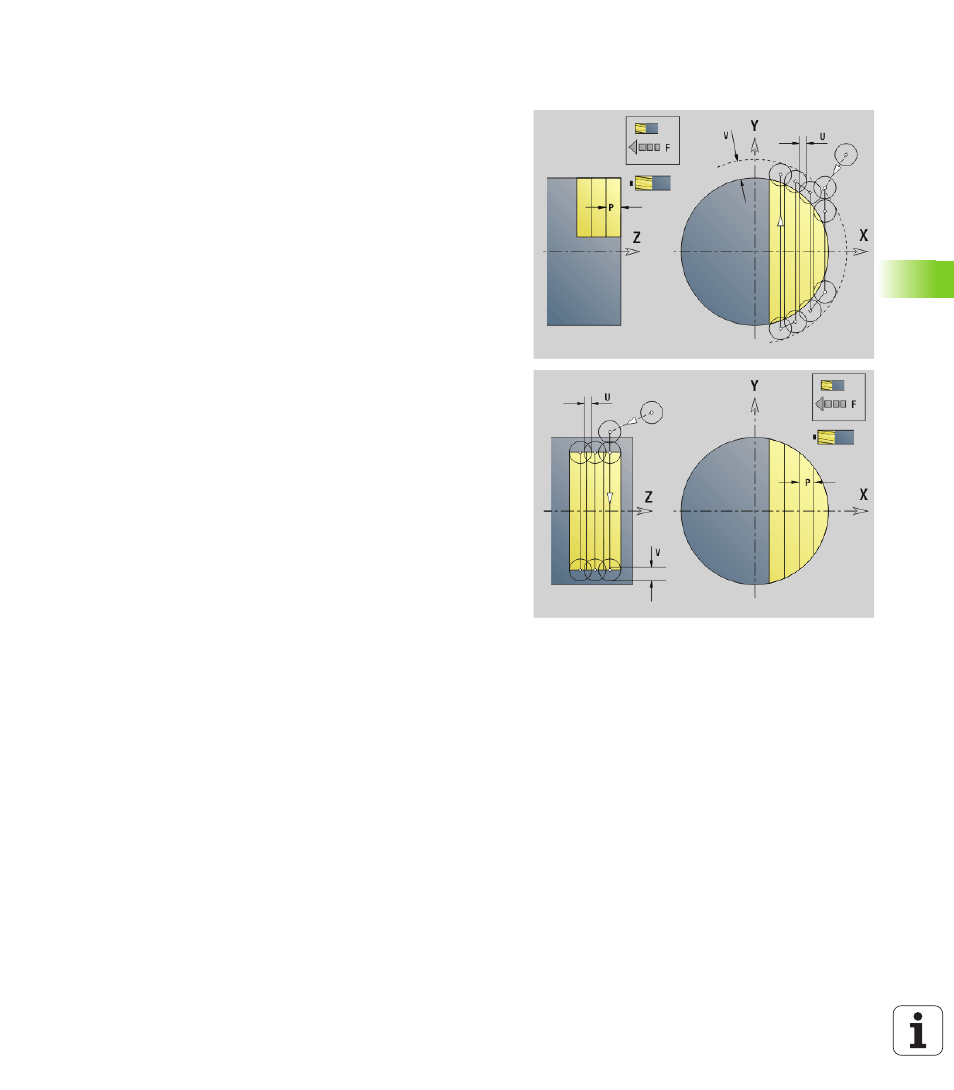
Frezowanie powierzchni, obróbka wykańczająca
G842
G842 dokonuje obróbki wykańczającej zdefiniowanych powierzchni
przy pomocy G376-Geo (XY-płaszczyzna) lub G386-Geo (YZ-
płaszczyzna). Cykl frezuje od zewnątrz do wewnątrz. Ruch wcięcia
następuje poza materiałem.
Parametry
ID
Kontur frezowania - nazwa frezowanego konturu
NS
Numer wiersza – referencja do opisu konturu
P
Głębokość frezowania (maksymalne wcięcie na płaszczyźnie
frezowania)
H
Kierunek ruchu freza w odniesieniu do obróbki powierzchni
nośnych (standard: 0)
H=0: przeciwbieżnie
H=1: współbieżnie
U
(Minimalny) współczynnik nałożenia. Określa nakładanie się
na siebie torów frezowania (standard: 0,5)
Nałożenie = U*średnica freza
V
Współczynnik wybiegu. Definiuje rozmiar, na który frez ma
wystawać poza promień zewnętrzny (standard: 0,5).
Przepełnienie = U*średnica freza
F
Posuw wcięcia w materiał dla wcięcia na głębokość (standard:
aktywny posuw)
RB
Płaszczyzna powrotu (standard: z powrotem na pozycję startu)
Płaszczyzna XY: pozycja powrotu w kierunku Z
Płaszczyzna YZ: pozycja powrotu w kierunku X (wymiar
średnicy)
Przebieg cyklu
1 Pozycja startu (X, Y, Z, C) jest pozycją przed cyklem
2 Oblicza kolejność skrawania (wcięcie na płaszczyznie
frezowania, wcięcie na głębokość frezowania)
3 Przemieszcza na odstęp bezpieczeństwa i wcina w materiał do
pierwszej głębokości frezowania
4 Frezuje płaszczyznę
5 Podnosi o odstęp bezpieczeństwa, powtórnie dosuwa i wcina na
następną głębokość frezowania
6 Powtarza 4...5, aż cała powierzchnia zostanie wyfrezowana
7 Odsuwa się od materiału odpowiednio do "płaszczyzny powrotu
RB"