17 cykle toczenia zwi ą zane z przebiegiem konturu – HEIDENHAIN SW 54843x-02 DIN Programming Instrukcja Obsługi
Strona 271
HEIDENHAIN MANUALplus 620, CNC PILOT 640
271
4.17 Cykle toczenia zwi
ą
zane z przebiegiem konturu
Sterowanie rozpoznaje na podstawie definicji narzędzia, czy chodzi o
obróbkę zewnętrzną czy wewnętrzną.
Parametry
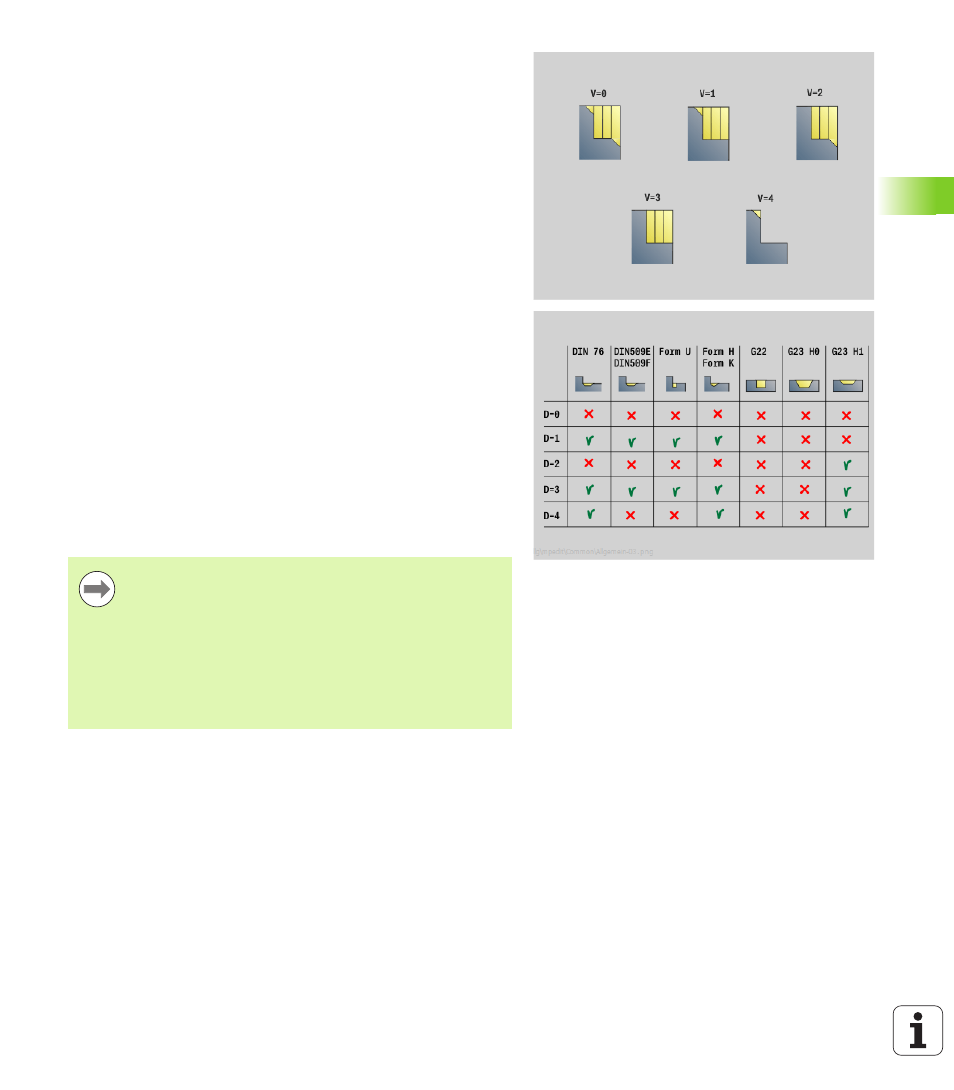
V
Identyfikator początek/koniec (default: 0) Fazka/zaokrąglenie
zostaje obrabiane:
0: na początku i na końcu
1: na początku
2: na końcu
3: bez obróbki
4: fazka/zaokrąglenie zostaje obrabiane – nie element
podstawowy (warunek: fragment konturu z jednym
elementem)
D
Wygaszanie elementów (patrz ilustracja)
O
Skryć podcinania:
0: podcinania są obrabiane
1: podcinania nie są obrabiane
B
Przebieg w przód suportu przy obróbce w 4 osiach (nie
zaimplementowane)
XA, ZA Punkt początkowy półwyrobu (działa tylko, jeśli nie
zaprogramowano półwyrobu):
XA, ZA nie zaprogramowane: kontur półwyrobu zostaje
obliczony z pozycji narzędzia i konturu ICP.
XA, ZA zaprogramowane: definicja punktu narożnego
konturu półwyrobu.
Korekcja promienia ostrza zostaje przeprowadzona.
G57-naddatek „powiększa“ kontur (także kontur
wewnętrzny).
G58-naddatek
>0: „powiększa“ kontur
<0: nie zostaje wliczony
G57-/G58-naddatki zostają usunięte po zakończeniu
cyklu.