1 smart.t u rn unit s – HEIDENHAIN SW 54843x-02 DIN Programming Instrukcja Obsługi
Strona 61
HEIDENHAIN MANUALplus 620, CNC PILOT 640
61
2.1 smart.T
u
rn Unit
s
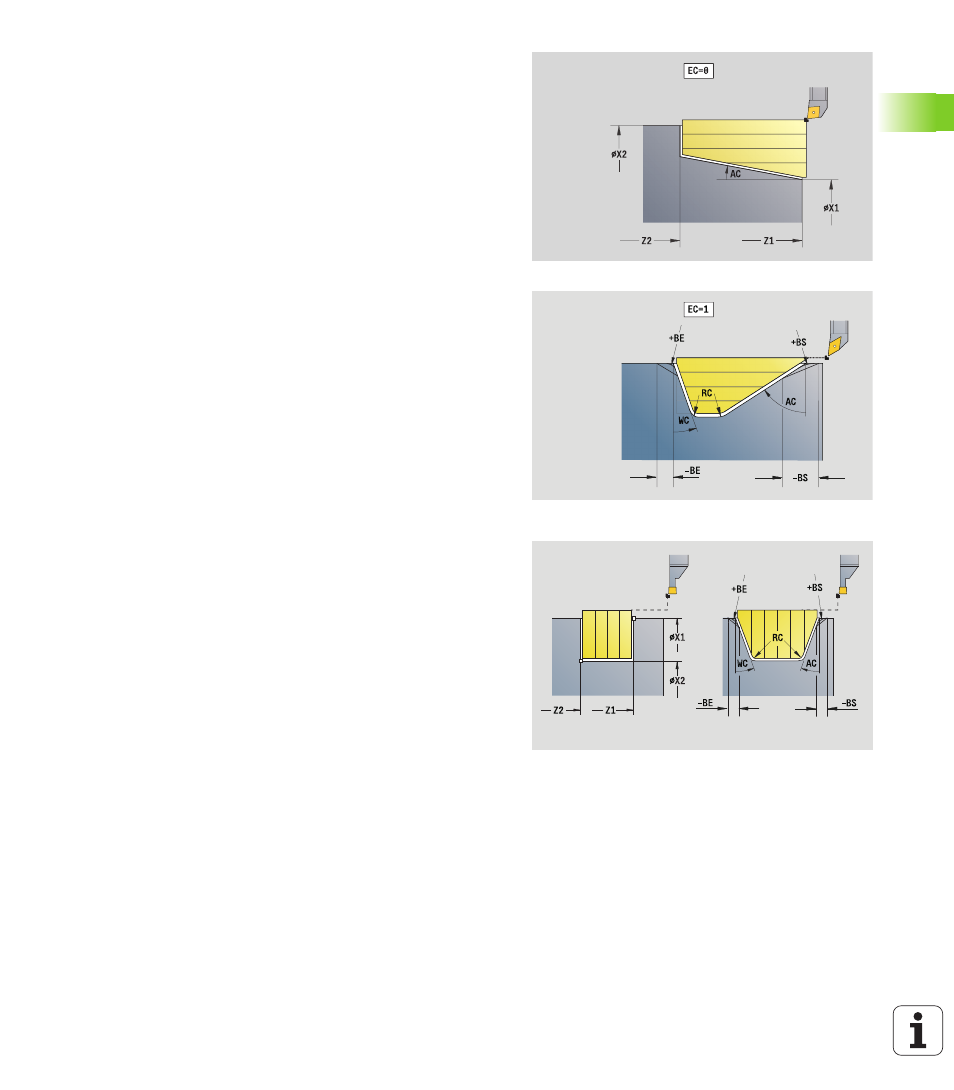
Parametry bezpośredniej definicji konturu „obróbki toczeniem“
EC
Typ konturu
0: normalny kontur
1: pogrążony kontur
X1, Z1 Punkt początkowy konturu
X2, Z2 Endpunkt Kontur
RC
Zaokrąglenie: promień w narożu konturu
AC
Kąt początkowy: kąt pierwszego elementu konturu
(zakres: 0° < 90°)
WC
Kąt końcowy: kąt ostatniego elementu konturu
(zakres: 0° < 90°)
BS
-fazka/+zaokrąglenie na początku:
BS>0: promień zaokrąglenia
BS<0: długość obcinania fazki
BE
-fazka/+zaokrąglenie na końcu:
BE>0: promień zaokrąglenia
BE<0: długość obcinania fazki
BP
Czas trwania przerwy: okres czasu dla przerwania ruchu
posuwowego. Poprzez przerywany (o nieciągłym działaniu)
posuw można dokonywać łamania wióra.
BF
Czas trwania posuwu: okres czasu do następnej przerwy.
Poprzez przerywany (o nieciągłym działaniu) posuw można
dokonywać łamania wióra.
Parametry bezpośredniej definicji konturu „obróbki toczeniem
poprzecznym“
X1, Z1 Punkt początkowy konturu
X2, Z2 Endpunkt Kontur
RC
Zaokrąglenie: promienie na dnie podcięcia
AC
Kąt początkowy: kąt pierwszego elementu konturu
(zakres: 0° <= 90°)
WC
Kąt końcowy: kąt ostatniego elementu konturu
(zakres: 0° <= 90°)
BS
-fazka/+zaokrąglenie na początku:
BS>0: promień zaokrąglenia
BS<0: długość obcinania fazki
BE
-fazka/+zaokrąglenie na końcu:
BE>0: promień zaokrąglenia
BE<0: długość obcinania fazki