35 funkcje g ze starszych modeli sterowań, Definicje konturu w części obróbkowej – HEIDENHAIN SW 54843x-02 DIN Programming Instrukcja Obsługi
Strona 416
416
DIN-programowanie
4.35 Funkcje G ze st
arszych modeli sterowa
ń
4.35 Funkcje G ze starszych modeli
sterowań
Opisane poniżej instrukcje są obsługiwane, aby tym samym można
było przejąć programy NC ze starszych wersji sterowań. HEIDENHAIN
zaleca, aby nie używać tych instrukcji dla nowych programów NC.
Definicje konturu w części obróbkowej
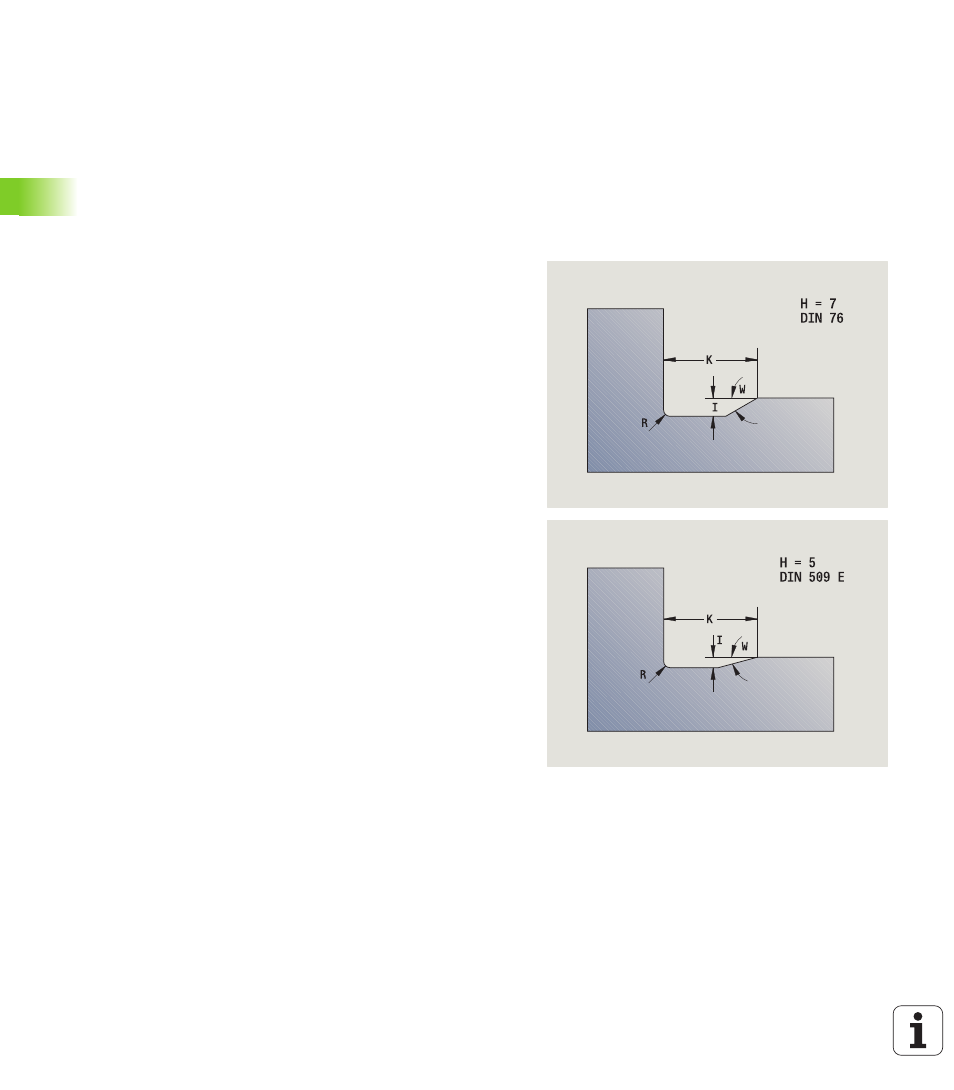
Kontur podcięcia G25
G25 generuje element formy podcięcie (DIN 509 E, DIN 509 F, DIN
76), który zostaje włączany do opisu konturu w cyklach obróbki
zgrubnej lubwykańczającej. Rysunek pomocniczy objaśnia
parametryzowanie podcięć.
Jeśli parametry nie zostaną podane, to Sterowanie oblicza
następujące wartości na podstawie średnicy lub skoku gwintu z tabeli
norm:
DIN 509 E: I, K, W, R
DIN 509 F: I, K, W, R, P, A
DIN 76: I, K, W, R (na podstawie skoku gwintu)
Parametry
H
Rodzaj podcięcia (standard: 0)
H=0, 5: DIN 509 E
H=6: DIN 509 F
H=7: DIN 76
I
Głębokość podcięcia (default: tabela norm)
K
Szerokość podcięcia (default: tabela norm)
R
Promień podcięcia (default: tabela norm)
P
Głębokość planowa (default: tabela norm)
W
Kąt podcięcia (default: tabela norm)
A
Kąt planowy (default: tabela norm)
FP
Skok gwintu - brak wprowadzenia: zostaje ustalone na
podstawie średnicy gwintu
U
Naddatek szlifowania (default: 0)
E
zredukowany posuw dla wytwarzania podcięcia (default:
aktywny posuw)