7 unit s – obróbka na gotowo – HEIDENHAIN SW 54843x-02 DIN Programming Instrukcja Obsługi
Strona 119
HEIDENHAIN MANUALplus 620, CNC PILOT 640
119
2.7 Unit
s – obróbka na gotowo
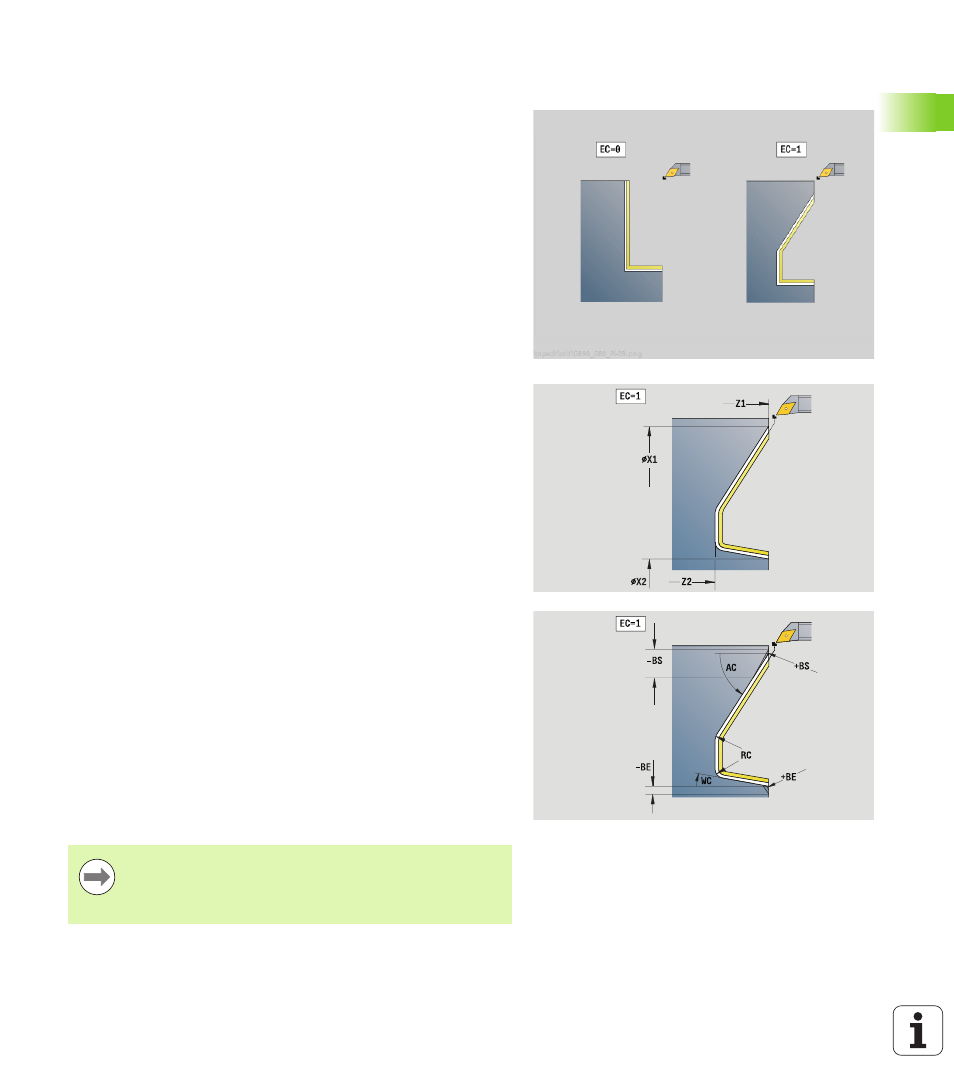
Unit „obróbka na gotowo planowo, bezpośredni
zapis konturu“
Unit skrawa na gotowo opisany przy pomocy tych parametrów kontur
jednym przejściem wykańczającym. W EC określamy, czy chodzi o
„normalny“ kontur czy też o zagłębiony kontur.
Nazwa unit: G890_G80_P / cykl: G890 (patrz strona 286)
Dostęp do bazy danych technologicznych:
Rodzaj obróbki: obróbka wykańczająca
przynależne parametry: F, S, E
Formularz konturu
EC
Typ konturu
0: normalny kontur
1: pogrążony kontur
X1, Z1
Punkt początkowy konturu
X2, Z2
Endpunkt Kontur
RC
Zaokrąglenie: promień w narożu konturu
AC
Kąt początkowy: kąt pierwszego elementu konturu
(zakres: 0° < AC < 90°)
WC
Kąt końcowy: kąt ostatniego elementu konturu
(zakres: 0° < WC < 90°)
BS
Fazka/zaokrąglenie na początku:
BS>0: promień zaokrąglenia
BS<0: długość obcinania fazki
BE
Fazka/zaokrąglenie na końcu
BE>0: promień zaokrąglenia
BE<0: długość obcinania fazki
Formularz cyklu
E
Zachowanie przy wejściu w materiał
E>0: posuw wejścia w materiał przy obróbce
opadających elementów konturu. Opadające elementy
konturu zostają obrabiane.
Brak wpisu: posuw wcięcia zostaje zredukowany, przy
obróbce opadających elementów konturu, maksymalnie
o 50%. Opadające elementy konturu zostają obrabiane.
B
SRK włączyć (rodzaj kompensacji promienia ostrza)
0: automatycznie
1: narzędzie z lewej (G41)
2: narzędzie z prawej (G42)
DXX
Addytywna korekcja 1-16
G58
Naddatek równolegle do konturu (wymiar promienia)
Dalsze formularze: patrz strona 58
Przy pomocy adresu Dxx aktywujemy addytywną korekcję,
dla całego przebiegu cyklu. Addytywna korekcja zostaje
ponownie wyłączona przy końcu cyklu. Addytywne
korekcje edytujemy w trybie pracy „przebieg programu“.