Metryczny iso-gwint g38, 19 cykle gwintowania – HEIDENHAIN SW 54843x-02 DIN Programming Instrukcja Obsługi
Strona 308
308
DIN-programowanie
4.19 Cykle gwintowania
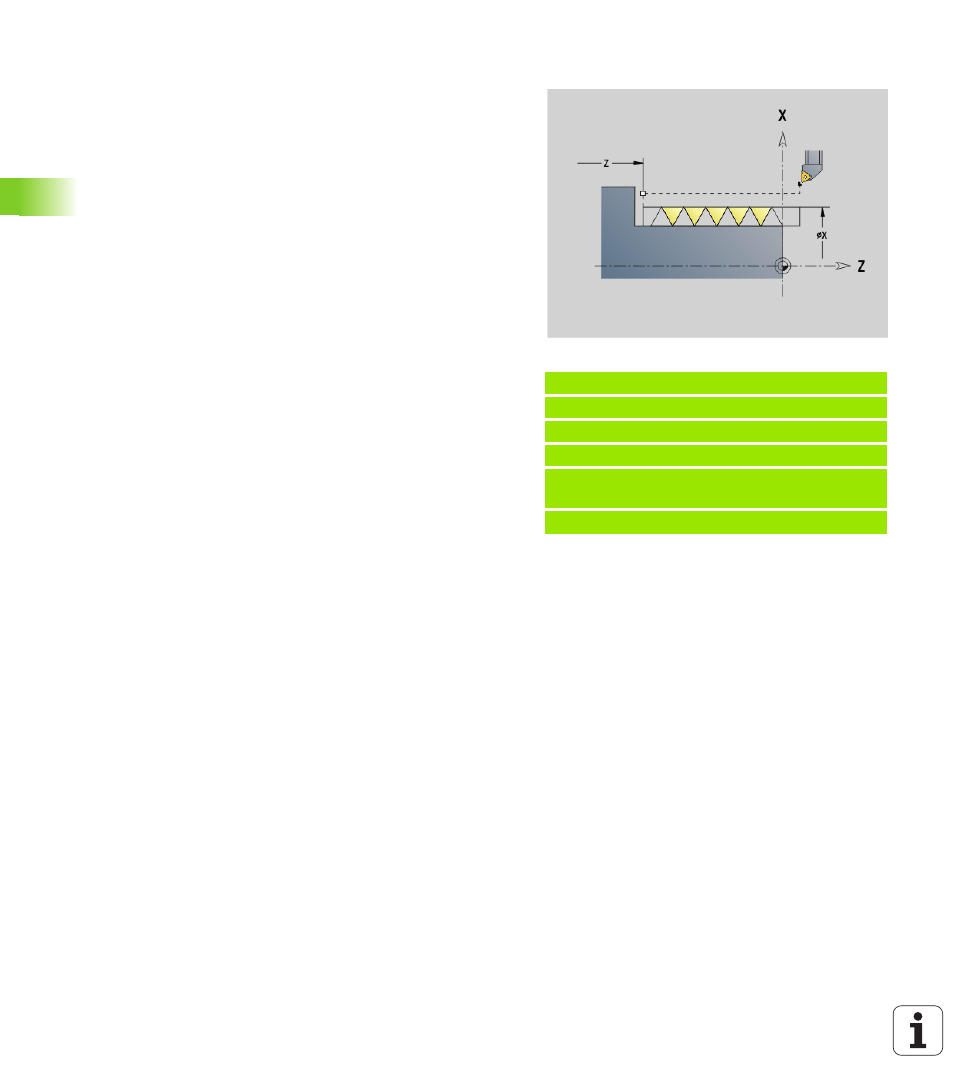
Metryczny ISO-gwint G38
Cykl G38 wytwarza cylindryczny gwint, którego forma nie odpowiada
formie narzędzia. Używać przecinaka lub narzędzia grzybkowego dla
obróbki.
Kontur zwoju gwintu opisujemy jako kontur pomocniczy. Pozycja
konturu pomocniczego musi być zgodna z pozycją startu przejść
gwintowania. Można w cyklu wybierać cały kontur pomocniczy lub
tylko fragmenty.
Przykład: G38
%352.NC
[G38]
N1 T5 G97 S1500 M3
N2 G0 X43 Z4
N3 G38 ID"123" NS3 NE5 X40 Z-30 F1.5 I0.8
K0.5 J3 C0
KONIEC
Parametry
ID
Nazwa konturu pomocniczego
NS
Wiersz startu obrabianego konturu
NE
Wiersz końcowy obrabianego konturu
Q
Głębokość gwintu
0: obróbka zgrubna: kontur jest przeciągany wierszami z
maksymalnym wcięciem I i K . Zaprogramowany (G58 lub
G57) naddatek jest uwzględniany.
1: obróbka na gotowo: zwój gwintu jest wytwarzany
pojedyńczymi przejściami wzdłuż konturu. Z I oraz K
określamy odstępy pomiędzy pojedyńczymi przejściami
gwintowania na konturze.
X
Punkt końcowy gwintu X
Z
Punkt końcowy gwintu Z
F
Skok gwintu
I
Maksymalny dosuw
przy Q=0: głębokość wcięcia
Dla Q=1: odstęp pomiędzy przejściami obróbki na gotowo
jako długość łuku
K
Maksymalny dosuw
Dla Q=0: szerokość offsetu
Dla Q=1: odstęp pomiędzy przejściami obróbki na gotowo na
prostej
J
Długość wybiegu
C
Kąt startu
O
Rodzaj posuwu wgłębnego
0: bieg szybki
1: posuw