Metryczny iso-gwint g35, 19 cykle gwintowania – HEIDENHAIN SW 54843x-02 DIN Programming Instrukcja Obsługi
Strona 305
HEIDENHAIN MANUALplus 620, CNC PILOT 640
305
4.19 Cykle gwintowania
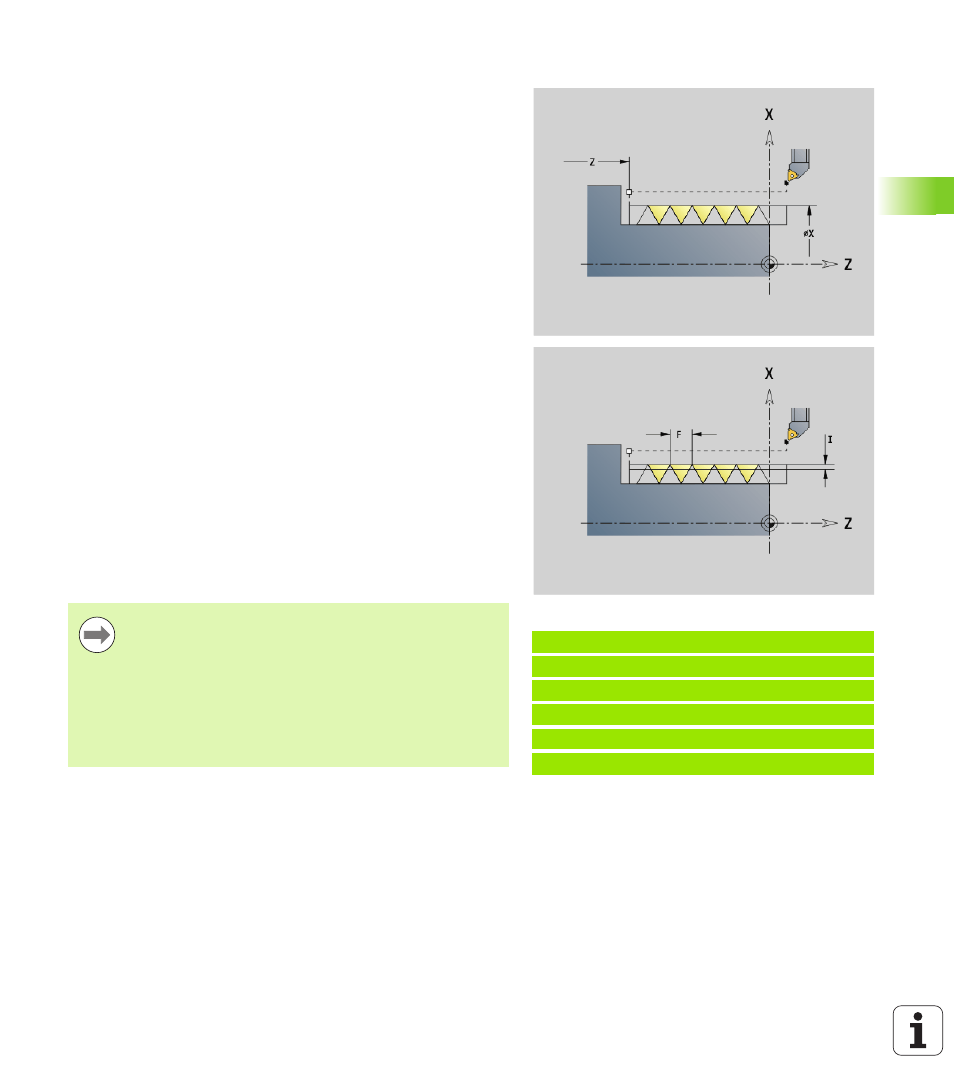
Metryczny ISO-gwint G35
G35 wytwarza gwint podłużny (wewnętrzny lub zewnętrzny). Gwint
rozpoczyna się na aktualnej pozycji narzędzia i kończy w "punkcie
końcowym X, Z".
Sterowanie ustala na podstawie pozycji narzędzia względem punktu
końcowego gwintu, czy zostaje wytwarzany gwint zewnętrzny czy też
wewnętrzny.
Przykład: G35
%35.NC
[G35]
N1 T5 G97 S1500 M3
N2 G0 X16 Z4
N3 G35 X16 Z-29 F1.5
KONIEC
Parametry
X
Punkt końcowy gwintu (wymiar średnicy)
Z
Punkt końcowy gwintu
F
Skok gwintu
I
Maksymalne wcięcie
Brak danych: I zostaje obliczone ze skoku gwintu i głębokości
gwintu.
Q
Liczba pustych przejść po ostatnim skrawaniu (dla
zredukowania nacisku skrawania w dnie gwintu) - (default: 0)
V
Rodzaj wcięcia (standard: 0)
0: stałe skrawanie poprzeczne dla wszystkich przejść
1: stałe wcięcie
2: ze skrawaniem resztkowym. Pierwsze wcięcie = "reszta" z
dzielenia głębokości gwintu/głębokości przejścia skrawania.
"Ostatnie przejście" zostaje podzielone na 1/2-, 1/4-, 1/8- i 1/
8-przejścia.
3: wcięcie zostaje obliczone ze skoku i prędkości obrotowej
4: jak MANUALplus 4110
5: stałe wcięcie (jak w 4290)
6: stałe z resztą (jak w 4290)
„Cykl-stop“ - Sterowanie podnosi narzędzie ze zwoju
gwintu i zatrzymuje wszystkie ruchy. (Droga wzniosu:
zależnie od parametru konfiguracji OEM
cfgGlobalPrperties-threadliftoff)
W przypadku gwintów wewnętrznych należy zadać
„skok gwintu F”, ponieważ średnica elementu
podłużnego nie jest średnicą gwintu. Jeśli korzysta się z
ustalania skoku gwintu przez Sterowanie , należy liczyć
się z niewielkimi odchyleniami.
Przebieg cyklu
1 oblicza rozdzielenie skrawania.
2 przeprowadza nacięcie gwintu.
3 powraca na biegu szybkim i dosuwa dla następnego przejścia.
4 powtarza 2..000.3 aż gwint zostanie wykonany.
5 przeprowadza puste przejścia.
6 powraca do punktu startu.