Czytanie informacji interpolacyjnych g904, Regulowanie posuwu 100 % g908, Stop interpretatora g909 – HEIDENHAIN SW 54843x-02 DIN Programming Instrukcja Obsługi
Strona 379: 29 inne g-funkcje
HEIDENHAIN MANUALplus 620, CNC PILOT 640
379
4.29 Inne G-funkcje
Czytanie informacji interpolacyjnych G904
G904 zapisuje wszystkie aktualne informacje interpolacyjne
aktualnego suportu do pamięci zmiennych.
Regulowanie posuwu 100 % G908
G908 wyznacza regulowanie posuwu na odcinkach przemieszczenia
(G0, G1, G2, G3, G12, G13) poszczególnymi wierszami na 100 %.
Proszę zaprogramować G908 i wiersz przemieszczenia w tym samym
wierszu NC.
Stop interpretatora G909
Sterowanie przetwarza wiersze NC „z wyprzedzeniem”. Jeśli
przyporządkowanie zmiennych następuje na krótko przed
obliczaniem, to zostałyby przetworzone „stare wartości”. G909
zatrzymuje „interpretowanie z wyprzedzeniem”. Wiersze NC zostają
odpracowane do G909, dopiero potem zostaną odpracowane
następne wiersze NC.
Proszę zaprogramować G909 pojedyńczo lub razem z funkcjami
synchronicznymi w jednym wierszu NC. (Różne funkcje G zawierają
jeden stop interpretatora.)
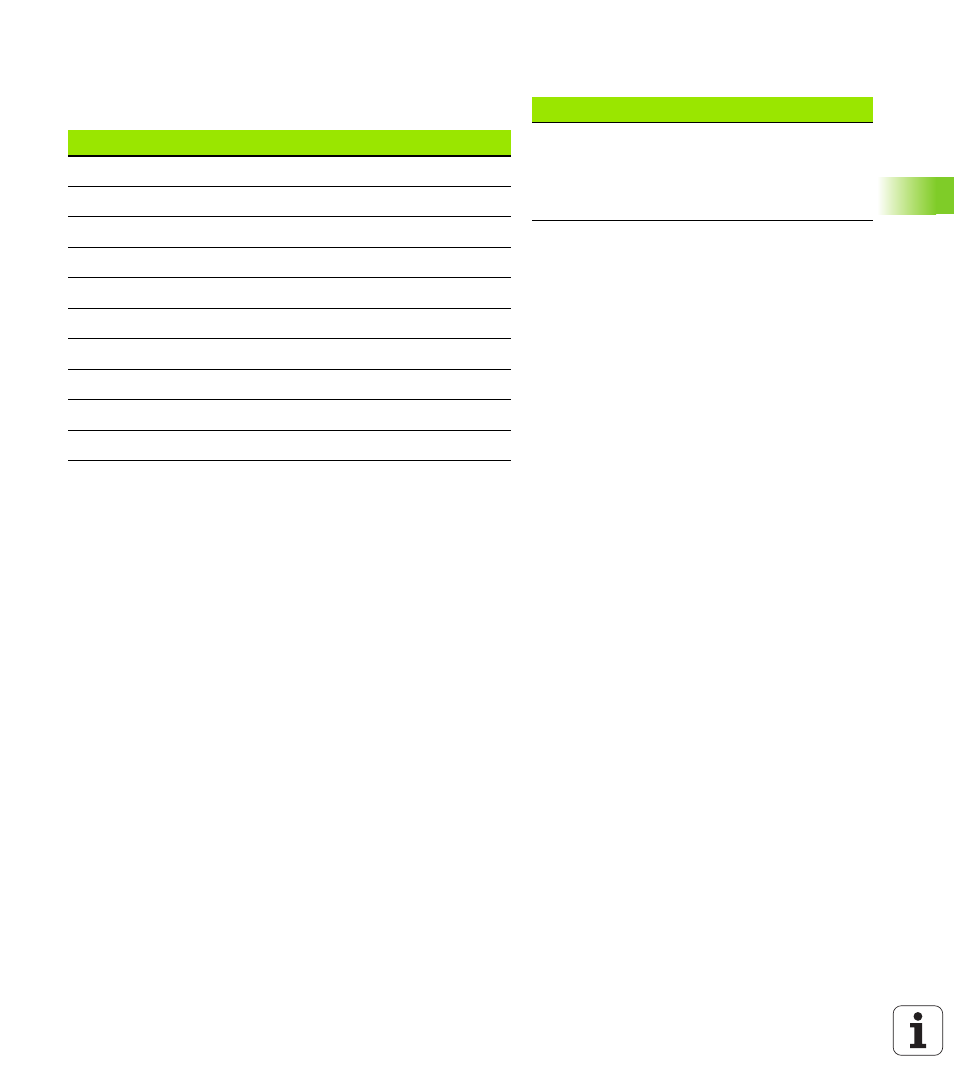
Informacje interpolacyjne składnia
Syntaktyka:
#an(oś, kanał)
n = numer informacji
Oś =nazwa osi
Kanał = numer suportu
Informacje interpolacyjne
#a0(Z,1)
Przesunięcie punktu zerowego osi Z od $1
#a1(Z,1)
Wartość rzeczywista pozycji osi Z $1
#a2(Z,1)
Wartość zadana pozycji osi Z $1
#a3(Z,1)
Błąd opóźnienia osi Z od $1
#a4(Z,1)
Dystans do pokonania osi Z $1
#a5(Z,1)
Logiczny numer osi osi Z $1
#a5(0,1)
Logiczny numer osi wrzeciona głównego
#a6(0,1)
kierunek wrzeciona głównego od $1
#a9(Z,1)
Pozycja działania układu pomiarowego
#a10(Z,1)
IPO-wartość osiowa