Czytanie danych narzędzia, 31 programowanie zmiennych – HEIDENHAIN SW 54843x-02 DIN Programming Instrukcja Obsługi
Strona 398
398
DIN-programowanie
4.31 Programowanie zmiennych
Czytanie danych narzędzia
Używać następującej składni, aby odczytywać dane narzędzi. Przy
tym dysponujemy dostępem tylko do tych narzędzi, które są zapisane
aktualnie na liście rewolweru.
Jeśli zdefiniowano łańcuch wymiarny, to programujemy "pierwsze
narzędzie" łańcucha wymiany. Sterowanie określa dane „aktywnego
narzędzia“.
Dostęp do danych narzędzi rewolweru
Syntaktyka:
#wn(select)
n = numer miejsca rewolweru
n = 0 aktualne narzędzie
select = oznaczenie czytanej
informacji
Główny kierunek obróbki
#wn(HR)
Główne kierunki obróbki:
0: niezdefiniowany
1: +Z
2: +X
3: –Z
4: –X
5: +/–Z
6: +/–X
Wykonanie
#wn(AS)
Wykonanie
1: z prawej
2: z lewej
Polozenie narz.
#wn(WL)
Położenie narzędzia (baza: kierunek
obróbki narzędzia):
0: na konturze
1: z prawej konturu
– 1: na lewo od konturu
Można pobierać informacje o narzędziu także
bezpośrednio poprzez identnumer. Na przykład może to
być konieczne, jeśli nie dostępne jest rozmieszczenie
miejsc w rewolwerze. Programujemy w tym celu przecinek
i identnumer narzędzia za wymaganym oznaczeniem, np.
#L1 = #W1( ZL, "001").
Oznaczenia informacji o narzędziach
#wn(ID)
Identnumer narzędzia (do TextVariable (#xn)
przypisać)
#wn(WT)
Typ narzędzia 3-miejscowy
#wn(WTV) 1. miejsce typu narzędzia
#wn(WTH) 2. miejsce typu narzędzia
#wn(WTL) 3. miejsce typu narzędzia
#wn(NL)
użyteczna długość (narzędzia tokarskie i wiertarskie)
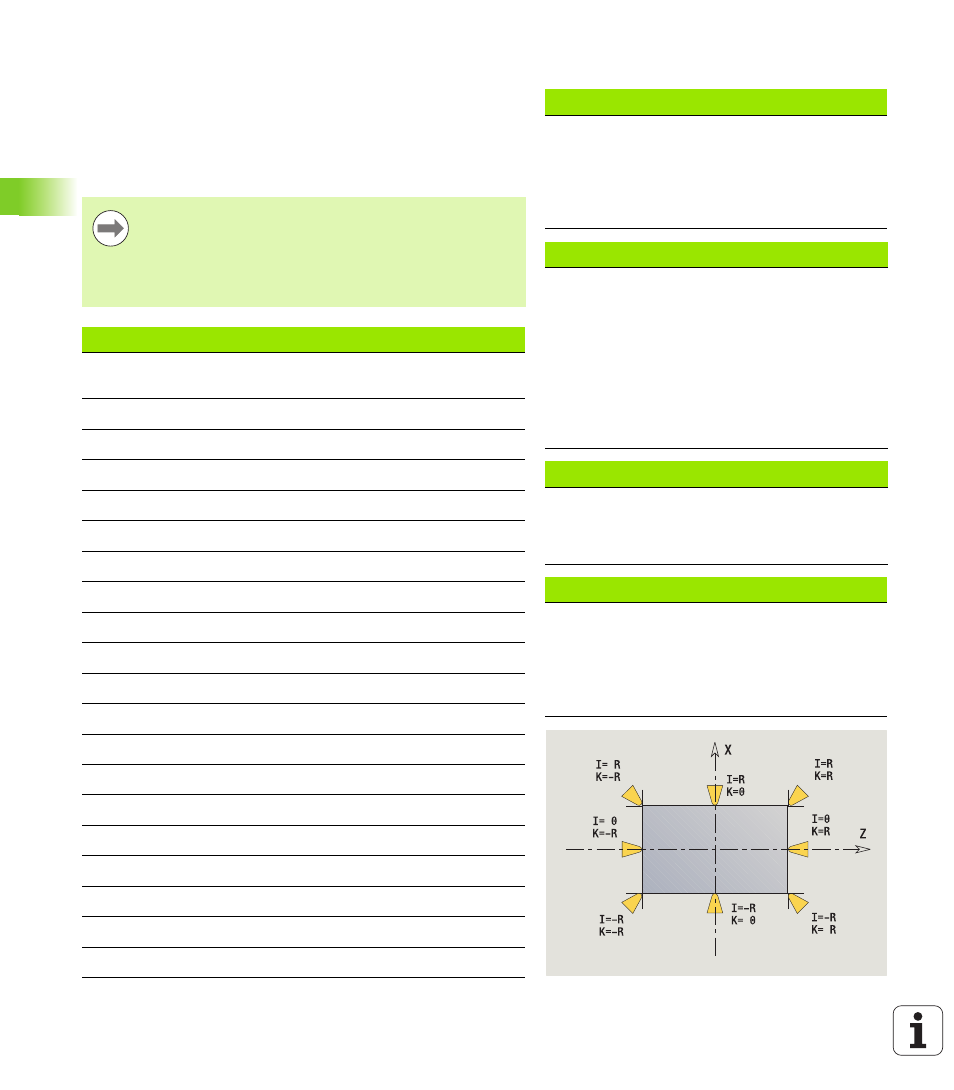
#wn(HR)
Kierunek głównej obróbki (patrz tabela z prawej)
#wn(NR)
Kierunek obróbki pomocniczej dla narzędzi tokarskich
#wn(AS)
Wykonanie (patrz z prawej)
#wn(ZZ)
Liczba zębów (narzędzia frezarskie)
#wn(RS)
Promień ostrza
#wn(ZD)
Srednica czopu
#wn(DF)
Srednica freza
#wn(SD)
Srednica trzpienia
#wn(SB)
Szerokość ostrza
#wn(SL)
Długość ostrza
#wn(AL)
Długość nacięcia
#wn(FB)
Szerokość freza
#wn(WL)
Polozenie narz.
#wn(ZL)
Wymiar nastawczy w Z