17 cykle toczenia zwi ą zane z przebiegiem konturu – HEIDENHAIN SW 54843x-02 DIN Programming Instrukcja Obsługi
Strona 279
HEIDENHAIN MANUALplus 620, CNC PILOT 640
279
4.17 Cykle toczenia zwi
ą
zane z przebiegiem konturu
Sterowanie rozpoznaje na podstawie definicji narzędzia, czy chodzi o
obróbkę zewnętrzną czy też wewnętrzną lub czy podcięcie jest
radialne czy też osiowe.
Powtórzenia przecięcia można programować z G741 przed
wywołaniem cyklu.
Parametry
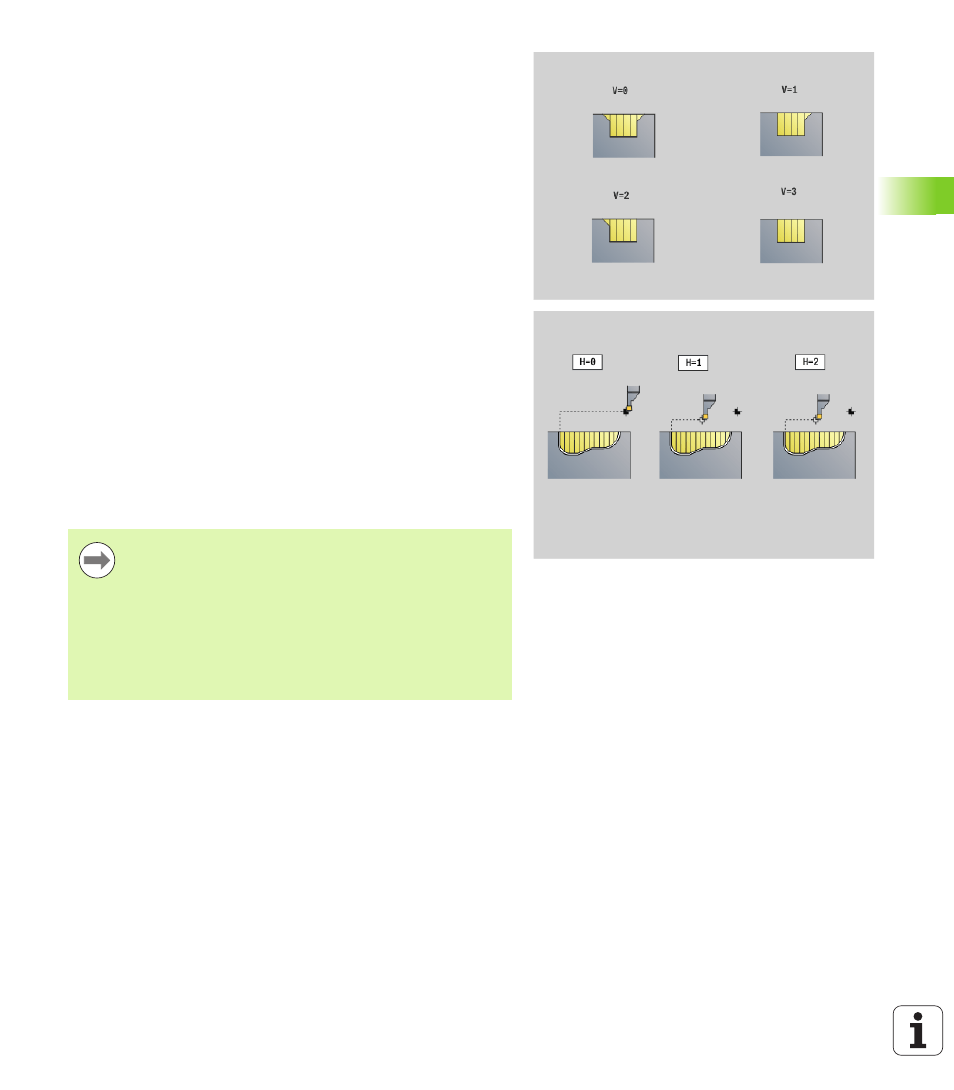
H
Rodzaj wyjścia z materiału przy końcu cyklu (standard: 0)
0: powrót do punktu startu
Osiowe nacięcie:najpierw kierunek Z potem X
Radialne nacięcie:najpierw kierunek X potem Z
1: pozycjonuje przed gotowym konturem
2: podnosi na odstęp bezpieczeństwa i zatrzymuje
B
Szerokość przecinania
P
Głębokość przecinania, wykonywana przy jednym przejściu.
O
Przecinanie wstępne podniesienie
0: podniesienie bieg szybki
1: pod 45°
U
Obróbka na gotowo element dna
0: wartość z globalnego parametru
1: Podzielić
2: Kompletnie
Korekcja promienia ostrza zostaje przeprowadzona.
G57-naddatek „powiększa“ kontur (także kontur
wewnętrzny).
G58-naddatek
>0: „powiększa“ kontur
<0: nie zostaje wliczony
G57-/G58-naddatki zostają usunięte po zakończeniu
cyklu.
Przebieg cyklu (przy Q=0 lub 1)
1 oblicza obszary skrawania i rozdzielenie skrawania.
2 dosuwa z punktu startu dla pierwszego przejścia przy
uwzględnieniu odstępu bezpieczeństwa.
Nacięcie radialne: najpierw kierunek Z potem X
Nacięcie osiowe: najpierw kierunek X potem Z
3 Nacina (przejście zgrubne).
4 powraca na biegu szybkim i dosuwa dla następnego przejścia.
5 powtarza 3...4 aż obszar skrawania zostanie obrobiony.
6 powtarza w razie potrzeby 2...5, aż wszystkie obszary skrawania
zostaną obrobione.
7 Jeśli Q=0: dokonuje obróbki na gotowo konturu