29 inne g-funkcje – HEIDENHAIN SW 54843x-02 DIN Programming Instrukcja Obsługi
Strona 390
390
DIN-programowanie
4.29 Inne G-funkcje
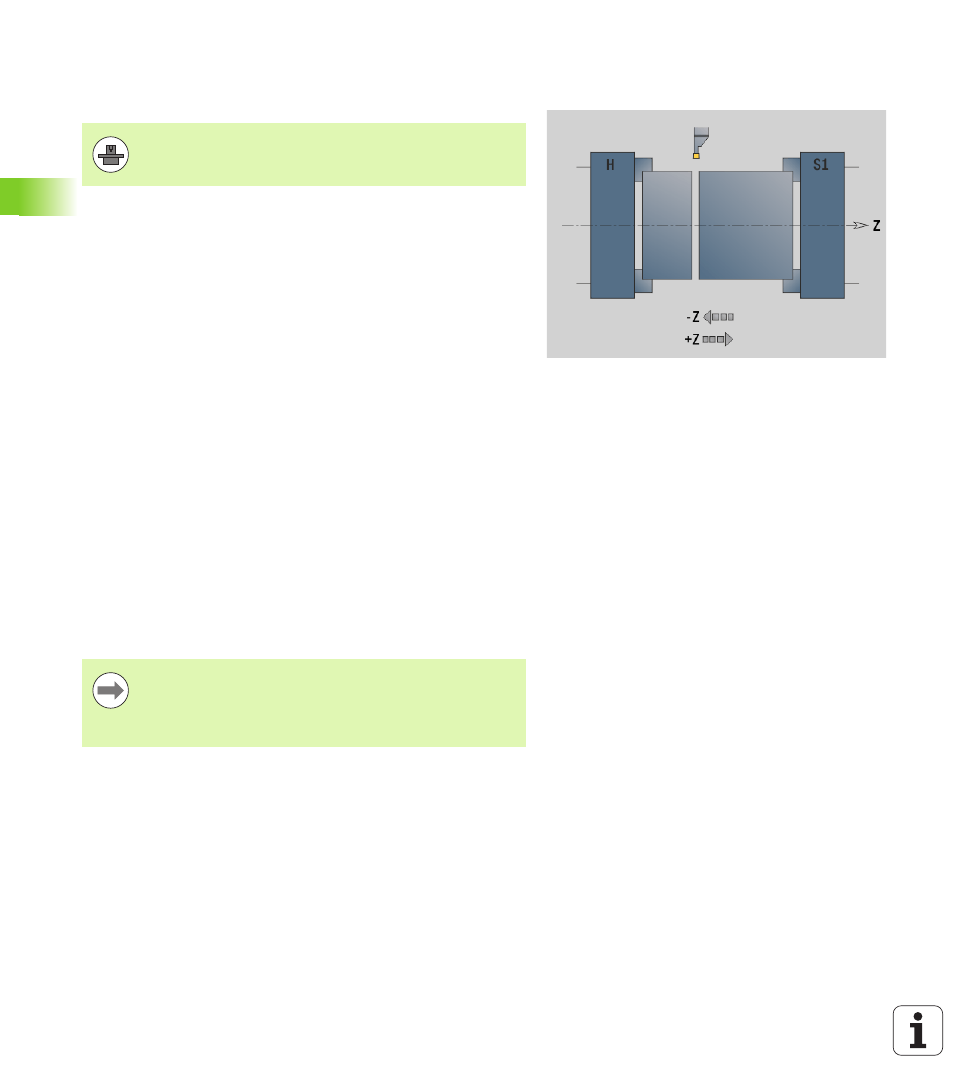
Kontrola obcinania za pomocą nadzorowania
błędu opóźnienia G917
G917 "nadzoruje" odcinek przemieszczenia. Kontrola służy unikaniu
kolizji przy nie do końca wykonanych operacjach obcinania.
Sterowanie zatrzymuje sanie przy zbyt dużej sile pociągowej i
generuje "stop interpretatora".
Kontrola obcinania: przemieszczamy obcięty przedmiot w kierunku
„+Z“. Jeśli nastąpi błąd opóźnienia, to przedmiot uważany jest za nie
obcięty.
Wynik zostaje zapisany do zmiennej #i99:
0: przedmiot został niepoprawnie obcięty (rozpoznano błąd
opóźnienia)
1: przedmiot został poprawnie obcięty (nie rozpoznano błędu
opóźnienia)
Producent maszyn określa zakres funkcjonowania i
zachowanie funkcji G917. Proszę uwzględnić informacje
zawarte w podręczniku obsługi maszyny!
Parametry
H
Siła pociągowa
D
Numer osi (X=1, Y=2, Z=3, U=4, V=5, W=6, A=7, B=8, C=9)
K
Odstęp przyrostowo
O
Ewaluacja błędów
O=0: ewaluacja błędów w programie fachowym
O=1: sterowanie wydaje komunikat o błędach
Nadzorowanie błędu opóźnienia następuje dopiero po
fazie przyśpieszenia.
Narzucanie zmiany posuwu (override) nie działa podczas
wykonania cyklu.