HEIDENHAIN CNC Pilot 4290 Pilot Instrukcja Obsługi
Strona 91
91
Wybór mocowadła G65
G65 ukazuje mocowadła w grafice symulacyjnej. G65 należy
programować dla każdego mocowadła oddzielnie. G65 H.. bez X, Z
wykasowuje mocowa dła.
Mocowadła s opisane w bazie danych i zostaj definiowane w
MOCOWADŁA (H=1..3).
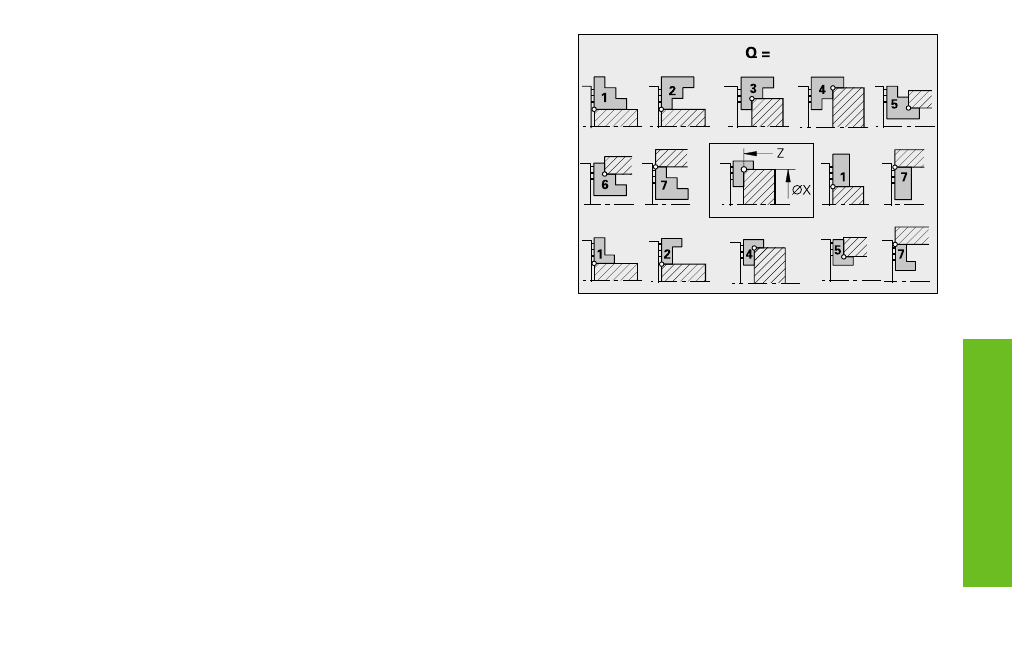
„Q“ określa stopień mocowania i rodzaj mocowania (zewn trz lub
wewn trz).
Parametry
H:
numer mocowadła (H=1..3: referencja do MOCOWADŁA)
X, Z: punkt pocz tkowy – pozycja punktu referencyjnego mocowadła
(X wymiar średnicy) – baza: punkt zerowy obrabianego
przedmiotu
D:
numer wrzeciona (baza: segment „MOCOWADŁA")
Q:
forma mocowania w przypadku szcz k mocuj cych (H=2) – bez
zapisu: Q z segmentu „MOCOWADŁA"
Inne
funkcje
G
Wrzeciono z obrabianym przedmiotem G98
Przy pomocy G98 definiujemy wrzeciono, w którym zamocowano
obrabiany przedmiot.
Przyporz dkowanie obrabianego przedmiotu do wrzeciona konieczne
jest dla cykli gwintowania, wiercenia i frezowania, jeżeli przedmiot nie
znajduje si we wrzecionie głównym.
Parametry
Q:
numer wrzeciona – default: 0 (wrzeciono główne)