HEIDENHAIN CNC Pilot 4290 Pilot Instrukcja Obsługi
Strona 88
88
R:
promień łuku wejścia/wyjścia – default: 0
■
R=0: element konturu zostaje bezpośrednio najechany;
dosuw do punktu najazdu powyżej płaszczyzny frezowania–
potem prostopadły dosuw na gł bokość
■
R>0: frez przejeżdża po łuku wejściowym/wyjściowym,
przylegaj cym tangencjalnie do elementu konturu
■
R<0 przy narożach wewn trznych: frez przejeżdża po łuku
wejściowym/wyjściowym, przylegaj cym tangencjalnie do
elementu konturu
■
R<0 przy narożach zewn trznych: długość liniowego
elementu wejściowego/wyjściowego; element konturu zostaje
tangencjalnie najechany/opuszczany
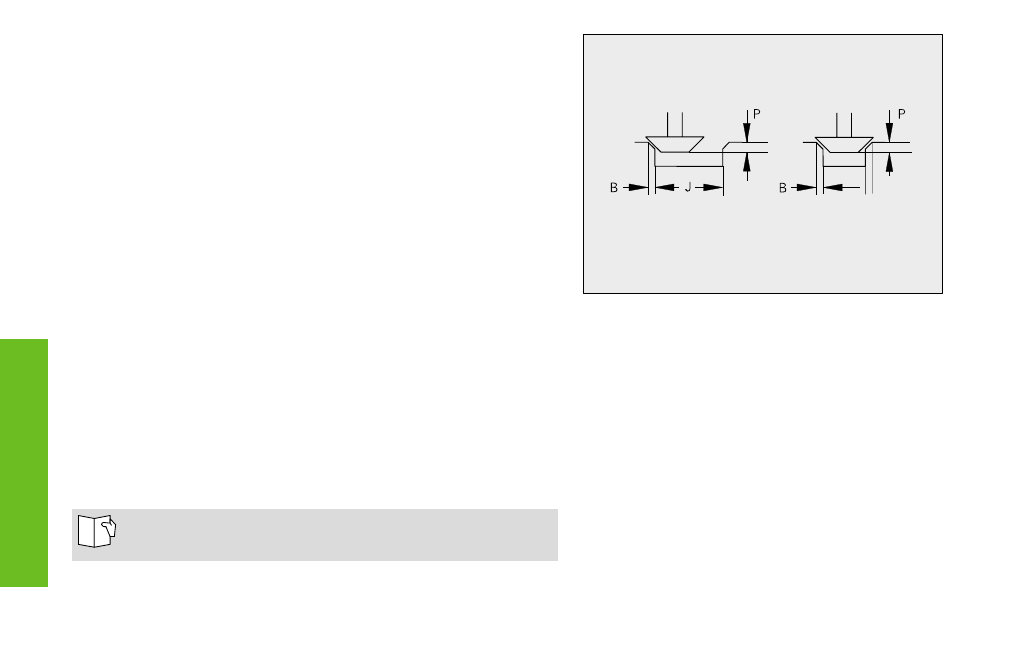
P:
gł bokość frezowania
■
frezowanie, na gotowo – bez zapisu: gł bokość frezowania z
opisu konturu
■
okrawanie: gł bokość zagł biania narz dzia
K:
płaszczyzna powrotu – bez zapisu: narz dzie przemieszcza si
na pozycj startu
■
strona czołowa lub tylna: pozycja powrotu w kierunku Z
■
powierzchnia boczna: pozycja powrotu w kierunku X
(średnica)
B:
szerokość fazki przy okrawaniu kraw dzi górnych (znak liczby
bez znaczenia)
J:
średnica obróbki wst pnej (średnica freza z obróbki
frezowaniem)
■
konieczna przy okrawaniu otwartych konturów
■
pomijany, jeśli średnica narz dzia okrawania i freza ta sama
D, V: pocz tek, koniec numer elementu przy figurach (tylko jeśli
figury wycinkowe zostaj obrabiane)
Numery elementów przy figurach: patrz „Instrukcja obsługi dla
użytkownika CNC PILOT 4290“
Fr
ezowanie