HEIDENHAIN CNC Pilot 4290 Pilot Instrukcja Obsługi
Strona 60
60
Pr
oste
cykle
toczenia
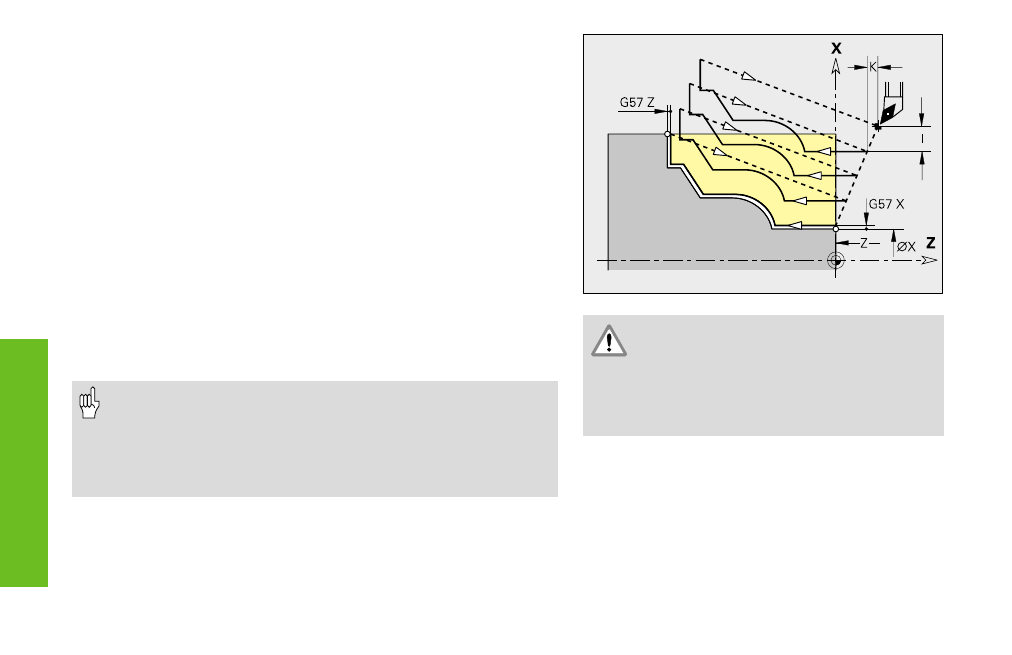
Cykl powtarzania konturu G83
G83 wykonuje wielkrotnie zaprogramowane w nast pnych wierszach
funkcje (proste odcinki przemieszczenia lub cykle bez opisu konturu).
G80 zamyka cykl obróbkowy.
Jeśli liczba dosuwów w kierunku X i Z jest różna, to najpierw pracuje
si w obydwu kierunkach z zaprogramowanymi znaczeniami. Dosuw
zostaje ustawiony na zero, jeśli dla danego kierunku osi gni to
wartość docelow .
Wskazówki dotycz ce programowania G83
■
sam w wierszu
■
nie może być programowany z K zmiennymi
■
nie może być pakietowany, także nie poprzez wywołanie
podprogramów
Pozycja narz dzia na końcu cyklu: punkt startu cyklu.
Parametry
X/Z:
punkt docelowy konturu (X wymiar średnicy) – brak zapisu:
przej cie ostatniej X/Z współrz dnej.
I/K:
maksymalny dosuw (I: wymiar promienia) – default: 0
• Korekcja promienia ostrza: nie zostaje przeprowadzona.
– Można programować SRK z G40..G42 oddzielnie.
• Naddatki: G57 naddatki zostaj obliczone; G58 naddatki
zostaj uwzgl dnione, jeśli pracujemy z SRK. Naddatki
pozostaj aktywne po zakończeniu cyklu.
• Odst p bezpieczeństwa po każdym przejściu: 1 mm.
Uwaga niebezpieczeństwo kolizji !
Po przejściu skrawania narz dzie
przejeżdża diagonalnie z powrotem, aby
dosun ć si do nast pnego przejścia.
Prosz zaprogramować dodatkowy odcinek
biegu szybkiego, aby uni kn ć kolizji.