HEIDENHAIN CNC Pilot 4290 Pilot Instrukcja Obsługi
Strona 46
46
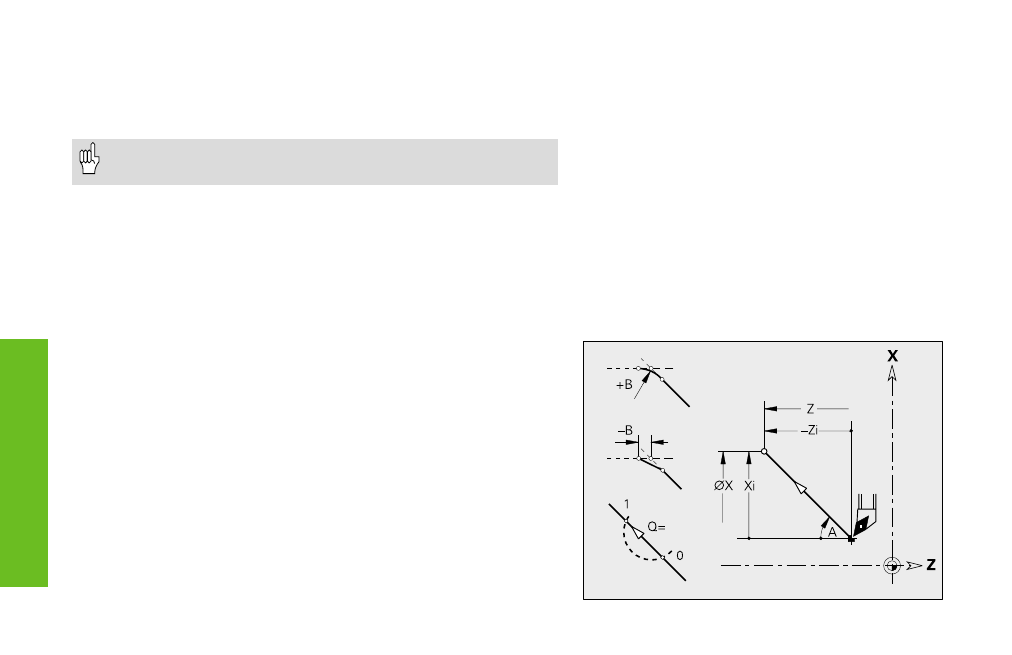
Przemieszczenie liniowe G1
Narz dzie przemieszcza si liniowo z posuwem do „punktu końcowego“.
Parametry
X, Z: średnica, długość punktu końcowego (X wymiar średnicy)
A:
k t (kierunek k ta: patrz rysunek pomocniczy)
Q:
wybór punktu przeci cia – default: Q=0
■
Q=0: bliski punkt przeci cia
■
Q=1: oddalony punkt przeci cia
B:
fazka/zaokr glenie
■
B brak zapisu: tangencjalne przejście
■
B=0: nie tangencjalne przejście
■
B>0: promień zaokr glenia
■
B<0: szerokość fazki
E:
współczynnik posuwu specjalnego (0 < E
1) – default: 1
(posuw specjalny = aktywny posuw * E)
Pr
oste
przemieszczenia
liniowe
i kołowe
Bieg szybki we współrz dnych maszynowych G701
Suport przemieszcza si na biegu szybkim po najkrótszej drodze do
„pun ktu docelowego“.
Parametry
X, Z: punkt końcowy (X wymiar średnicy)
„X, Z“ odnosz si do punktu zerowego maszyny i punktu
odniesienia suportu.