HEIDENHAIN CNC Pilot 4290 Pilot Instrukcja Obsługi
Strona 67
67
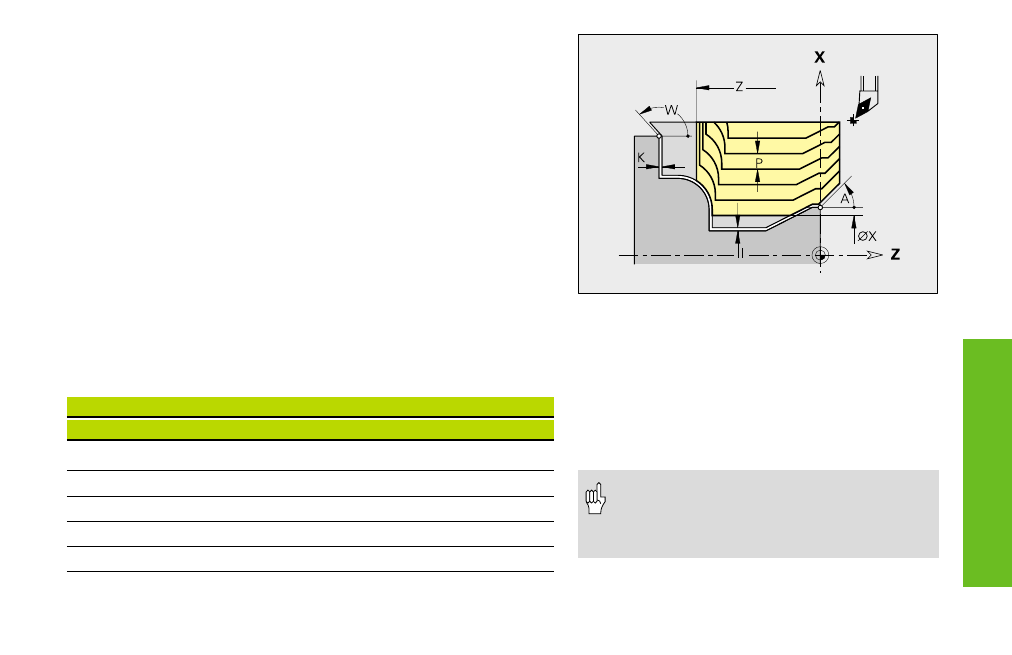
Obróbka zgrubna równolegle do konturu G830
G830 skrawa (obrabia zgrubnie) opisany poprzez „NS, NE“ obszar
konturu równolegle do konturu.
Parametry
NS, NE: numer wiersza pocz tku, końca (referencja do fragmentu
konturu)
P:
maksymalny dosuw
I, K:
naddatki (I rozmiar średnicy) – default: 0
X/Z:
ograniczenie skrawania (X rozmiar średnicy)
A, W: k t najazdu, k t odjazdu (baza: oś Z)
■
k t najazdu – default: 0°/180° (równolegle do osi Z)
■
k t odjazdu – default: 90°/270° (prostok tnie do osi Z)
Q:
rodzaj wyjścia z materiału przy końcu cyklu – default: 0
■
Q=0: powrót do punktu startu (najpierw kierunek X potem Z)
■
Q=1: pozycjonuje przed gotowym konturem
■
Q=2: wznosi si na odst p bezpieczeństwa i zatrzymuje
V:
oznaczenie fazki/zaokr glenia na pocz tku/końcu fragmentu
konturu – default: 0; fazka/zaokr glenie zostaj obrabiane:
■
V=0: na pocz tku i na końcu
Cykle
toczenia
zwizene
z
kontur
em
D
G22
G23
G23
G25
G25
G25
=
H0
H1
H4
H5/6
H7..9
0
•
•
•
•
•
•
1
•
•
•
–
–
–
2
•
•
–
•
•
•
3
•
•
–
–
–
–
4
•
•
–
–
•
–
„•“: elementy maskować
■
V=1: na pocz tku
■
V=2: na końcu
■
V=3: bez obróbki
■
V=4: obrabiana jest tylko fazka/zaokr glenie
– nie element podstawowy (warunek:
fragment kotnuru składa si z jednego
elementu)
D:
elementy maskować (wpływa na obróbk
podci ć; podtoczeń: patrz tabela) – default: 0
• Korekcja promienia ostrza: zostaje
przeprowadzona
• Naddatki (G57/G58): zostaj
uwzgl dnione