HEIDENHAIN CNC Pilot 4290 Pilot Instrukcja Obsługi
Strona 20
20
Gwint (ogólnie) G37 Geo
G37 definiuje przedstawione rodzaje gwintów. Gwint zostaje
zespolony łańcuchowo poprzez programowanie kilku G01/G37
wierszy jeden po drugim.
Parametry
Q:
rodzaj gwintu – default: 1
■
Q=1: metryczny ISO gwint drobny (DIN 13 cz ść 2, rz d 1)
■
Q=2: metryczny ISO gwint (DIN 13 cz ść 1, rz d 1)
■
Q=3: metryczny ISO gwint stożkowy (DIN 158)
■
Q=4: metryczny ISO gwint stożkowy drobny (DIN 158)
■
Q=5: metryczny ISO gwint trapezowy (DIN 103 cz ść 2, rz d 1)
■
Q=6: płaski metr.gwint trapezowy (DIN 308 cz ść 2, rz d 1)
■
Q=7: metryczny gwint trapez.niesym. (DIN 13 cz ść 2, rz d 1)
■
Q=8: cylindryczny gwint okr gły (DIN 405 cz ść 1, rz d 1)
■
Q=9: cylindryczny gwint Whitwortha (DIN 259)
■
Q=10: stożkowy gwint Whitwortha (DIN 2999)
■
Q=11: gwint rurowy Whitwortha (DIN 2999)
■
Q=12: nienormowany gwint
■
Q=13: UNC US gwint grubozwojny
■
Q=14: UNF US gwint drobnozwojny
■
Q=15: UNEF US gwint ekstra drobnozwojny
■
Q=16: NPT US stożkowy gwint rurowy
■
Q=17: NPTF US stożkowy Dryseal gwint rurowy
■
Q=18: NPSC US cylindryczny gwint rurowy ze smarowaniem
■
Q=19: NPFS US cylindryczny gwint rurowy bez smarowania
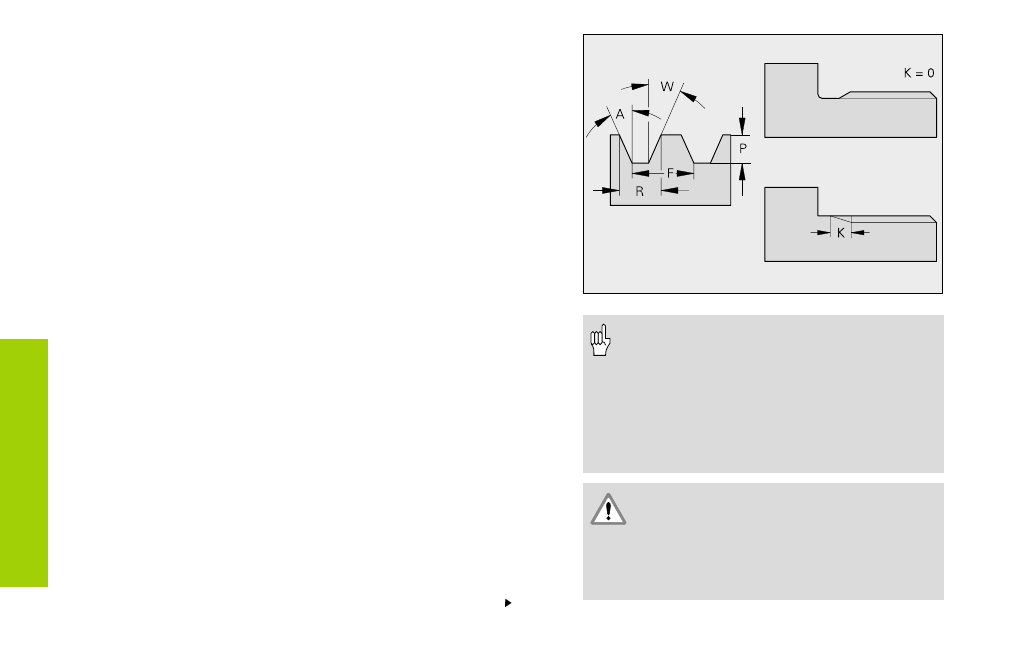
F:
skok gwintu – musi zostać podany przy Q=1, 3..7, 12
P:
gł bokość gwintu – podać tylko przy Q=12
K:
długość wybiegu (w przypadku gwintów bez podci cia) –
default: 0
Elementy
formy
dla
opisu
konturu
• Przed G37 programujemy liniowy element
konturu jako element bazowy.
• Gwint zostaje obrabiany z G31.
• W przypadku normowanych gwintów
parametry P, R, A i W zostaj określone
przez CNC PILOT.
• Prosz stosować Q=12, jeśli chcemy
używać indywidualnych parametrów.
Gwint zostaje wytworzony przez długość
elementu bazowego. W przypadku
zabiegów obróbkowych bez podci cia
gwintu należy zaprogramować dalszy
element liniowy, aby CNC PILOT mogło
wykonać bezkolizyjnie wy bieg gwintu.
Ci g dalszy na nast pej stronie