HEIDENHAIN CNC Pilot 4290 Pilot Instrukcja Obsługi
Strona 65
65
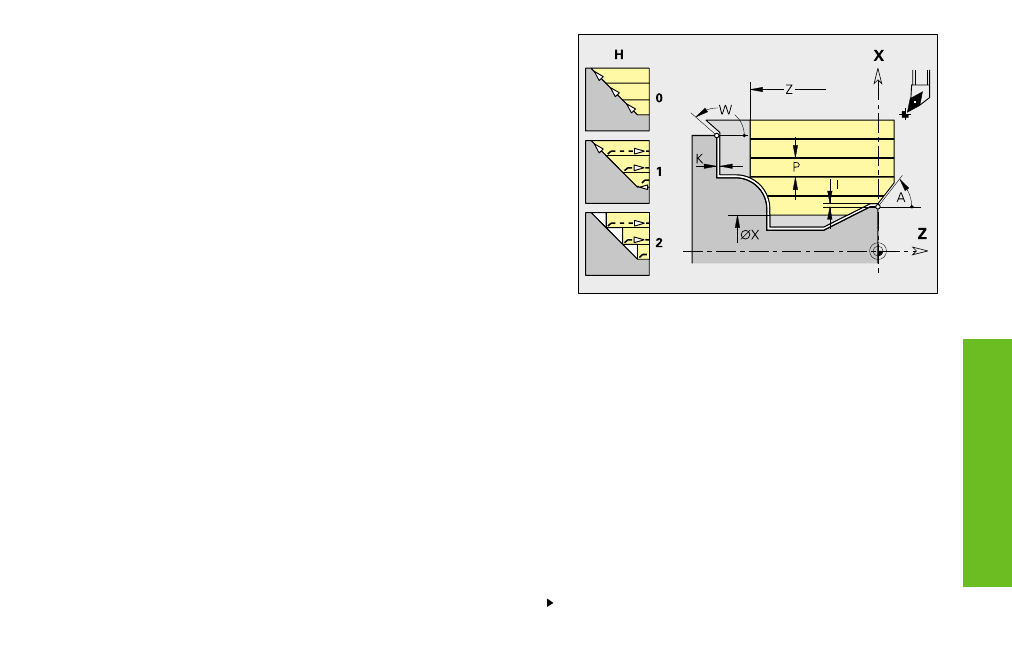
Obróbka zgrubna wzdłuż G810 / obróbka zgrubna
planowa G820
G810/G820 skrawa (obrabia zgrubnie) opisany poprzez „NS, NE“
obszar konturu.
Parametry
NS, NE: numer pocz tku, końca (referencja na segment konturu)
P:
maksymalny dosuw
I, K:
naddatki (I rozmiar średnicy) – default: 0
E:
zachowanie przy pogł bianiu
■
E=0: opadaj ce kontury nie obrabiać
■
E>0: posuw pogł biania
■
brak zapisu: redukowanie posuwu zależne od k ta
pogł biania – maksymalnie 50%
X/Z:
ograniczenie skrawania (X rozmiar średnicy)
H:
rodzaj odjazdu – default: 0
■
H=0: skrawa po każdym przejściu wzdłuż konturu
■
H=1: wznios pod 45°; wygładzanie konturu po ostatnim
przejściu
■
H=2: wznios pod 45° – bez wygładzania konturu
A:
k t najazdu (baza: oś Z)
■
G810 – default: 0°/180° (równolegle do osi Z)
■
G820 – default: 90°/270° (prostok tnie do osi Z)
W:
k t odsuwu (baza: oś Z)
■
G810 – default: 90°/270° (prostok tnie do osi Z)
■
G820 – default: 0°/180° (równolegle do osi Z)
Q:
rodzaj wyjścia z materiału po zakończeniu cyklu – default: 0
■
Q=0: powrót do punktu startu (G810: najpierw kierunek X
potem Z; G820: najpierw kierunek Z potem X)
■
Q=1: pozycjonuje przed gotowym konturem
■
Q=2: wznosi si na odst p bezpieczeństwa i zatrzymuje
Obróbka zgrubna konturu wzdłuż G810
Ck g dalszy na nast pnej stronie
Cykle
toczenia
zwizane
z
kontur
em