HEIDENHAIN CNC Pilot 4290 Pilot Instrukcja Obsługi
Strona 75
75
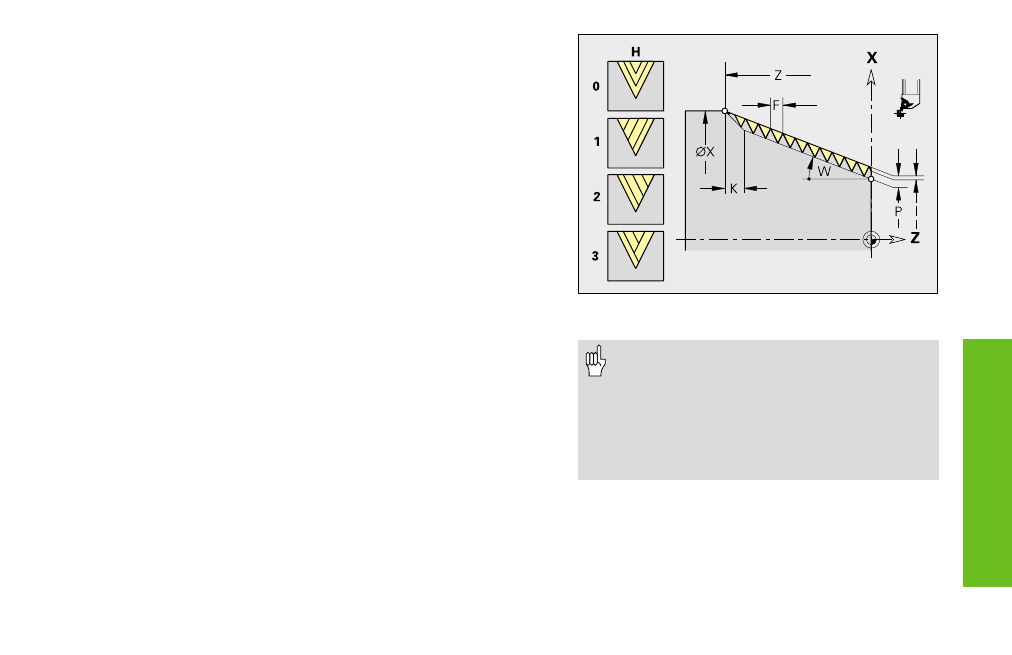
Prosty cykl gwintowania G32
G32 wytwarza prosty gwint w dowolnym kierunku i położeniu (gwint
wzdłużny, stożkowy lub planowy; gwint wewn trzny lub zewn trzny).
G32 ustala przewidziany do nacinania gwint na podstawie „punktu
końcowego gwintu“, „gł bokości gwintu“ i aktualnej pozycji narz dzia.
Parametry
X, Z: punkt końcowy gwintu (X wymiar średnicy)
F:
skok gwintu
P:
gł bokość gwintu
I:
gł bokość przejścia
B:
końcowe przejścia – default: 0
■
B=0: podział „ostatniego przejścia“ na 1/2 , 1/4 , 1/8 ,
1/8 przejścia.
■
B=1: bez podziału końcowego przejścia
Q:
liczba pustych przebiegów po ostatnim przejściu – default: 0
K:
długość wybiegu – default: 0 (patrz G33)
W:
k t stożkowy (zakres: –45° < W < 45°) – default: 0; położenie
gwintu stożkowego w odniesieniu do osi wzdłużnej lub
planowej.
■
W>0: wznosz cy si kontur (w kierunku obróbki)
■
W<0: opadaj cy kontur
C:
k t startu – default: 0
H:
rodzaj przesuni cia – default: 0
■
H=0: bez przesuni cia
■
H=1: przesuni cie od lewej
■
H=2: przesuni cie od prawej
■
H=3: przesuni cie na przemian od prawej/od lewej
Cykle
gwintowania
• „Posuw stop“ działa na końcu nacinania
gwintu.
• Override posuwu nie działa.
• Override wrzeciona nie działa.
• Wytwarzanie gwintu z G95 (posuw na je
den obrót).
• Wysterowanie wst pne jest wył czone.