HEIDENHAIN CNC Pilot 4290 Pilot Instrukcja Obsługi
Strona 66
66
V:
oznaczenie fazki/zaokr glenia na pocz tku/końcu fragmentu
konturu – default: 0
Fazka/zaokr glenie zostaj obrabiane:
■
V=0: na pocz tku i na końcu
■
V=1: na pocz tku
■
V=2: na końcu
■
V=3: bez obrabiania
■
V=4: zostaje obrabiana tylko fazka/zaokr glenie – nie element
podstawowy (warunek: fragment konturu składa si tylko z
jednego elementu konturu)
D:
maskowanie elementów (wpływa na obróbk wytoczeń
podci ć: patrz tabela) – default: 0
B:
przebieg wst pny suportu przy obróbce w 4 osiach
■
B=0: obydwa suporty pracuj na tej samej średnicy – z
podwójnym posuwem
■
B<>0: odst p do „wiod cego“ suportu (wyprzedzenie).
Suporty pracuj z tym samym posuwem na różnych średnicach.
■
B<0: suport z wi kszym numerem prowadzi
■
B>0: suport z mniejszym numerem prowadzi
Cykle
toczenia
zwizane
z
kontur
em
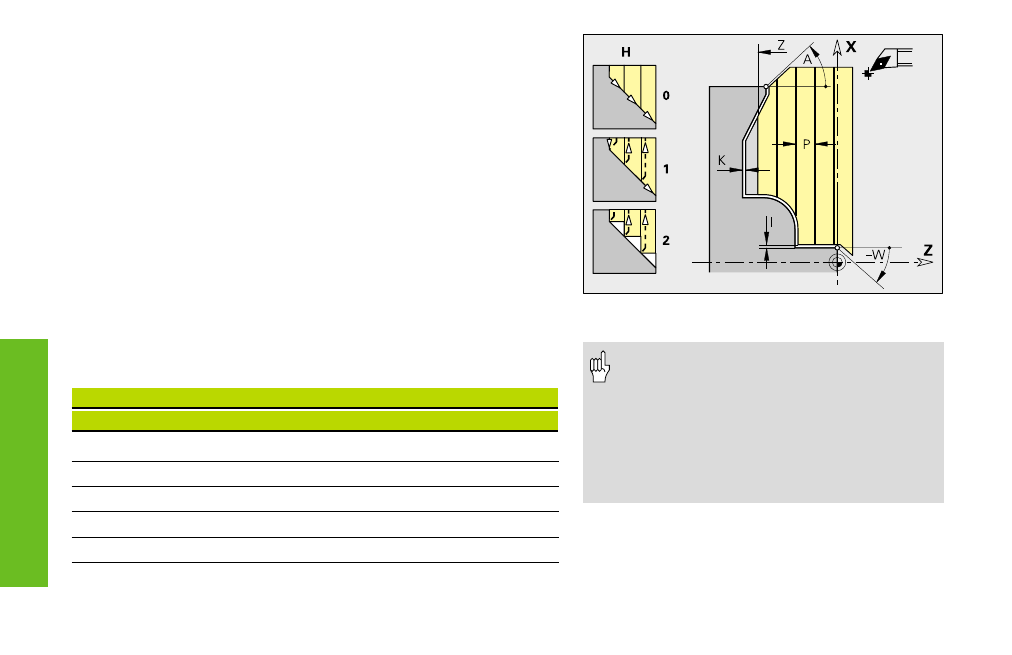
Obróbka zgrubna konturu planowa G820
• Korekcja promienia ostrza: zostaje
przeprowadzona
• Naddatki (G57/G58): zostaj
uwzgl dnione
• Prosz zwrócić uwag przy cyklach
4 osiowych na identyczne narz dzia
(typ narz dzia, promień ostrza, k t ostrza,
etc.).
D
G22
G23
G23
G25
G25
G25
=
H0
H1
H4
H5/6
H7..9
0
•
•
•
•
•
•
1
•
•
•
–
–
–
2
•
•
–
•
•
•
3
•
•
–
–
–
–
4
•
•
–
–
•
–
„•“: elementy maskować