HEIDENHAIN CNC Pilot 4290 Pilot Instrukcja Obsługi
Strona 59
59
Pr
oste
cykle
toczenia
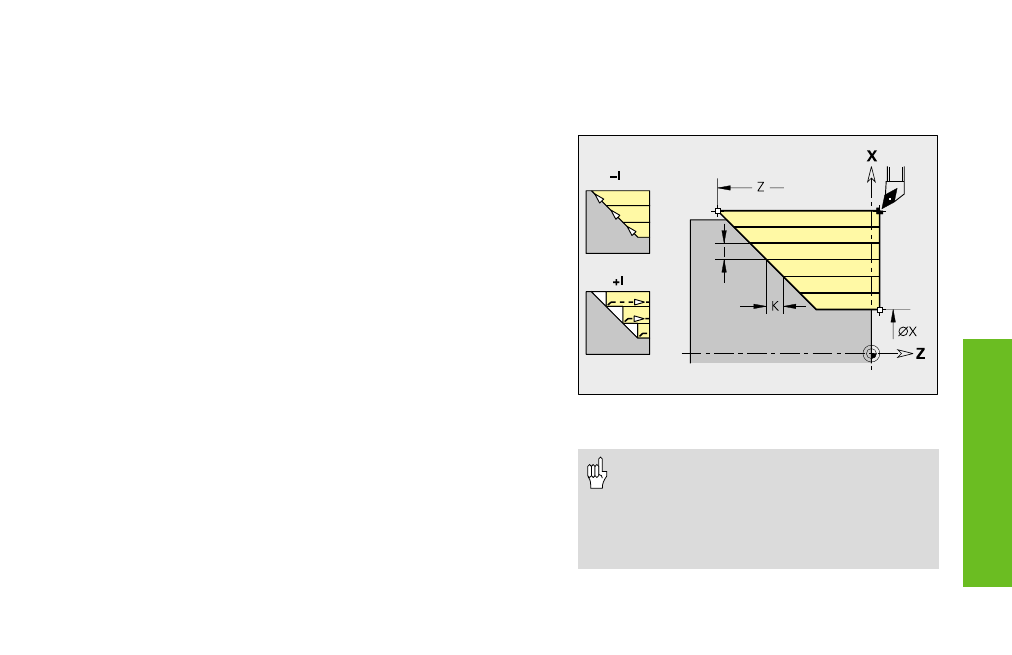
Toczenie wzdłużne proste G81
Toczenie poprzeczne proste G82
G81/G82 skrawa (obrabia zgrubnie) zdefiniowany poprzez aktualn
pozycj narz dzia i opisany z „X, Z“ obszar konturu. W przypadku
powierzchni ukośnej definiujemy z I i K k t nachylenia.
Na końcu cyklu narz dzie znajduje si na:
■
G81: X – ostatnia współrz dna wzniosu; Z – punkt startu cyklu
■
G82: X – punkt startu cyklu; Z – ostatnia współrz dna wzniosu
Parametry
X/Z:
punkt docelowy konturu (X wymiar średnicy)
Q:
G f. dosuw – default: 0
■
0: dosuw z G0 (bieg szybki)
■
1: dosuw z G1 (posuw)
G81:
I:
maksymalny dosuw w X kierunku
■
I<0: z wygładzaniem konturu
■
I>0: bez wygładzania konturu
K:
przemieszczenie w kierunku Z – default: 0
G82:
I:
przemieszczenie w kierunku X – default: 0
K:
maksymalny dosuw w kierunku Z
■
K<0: z wygładzaniem konturu
■
K>0: bez wygładzania konturu
Toczenie wzdłużne proste G81
Koniec cyklu G80
G80 zamyka cykle obróbki.
• Korekcja promienia ostrza: nie zostaje
przeprowadzona
• Naddatki (G57): zostaj obliczone i
pozostaj aktywne po zakończeniu cyklu
• Odst p bezpieczeństwa po każdym
przejściu: 1 mm.