HEIDENHAIN CNC Pilot 4290 Pilot Instrukcja Obsługi
Strona 68
68
Kontury
toczenia
zwizane
z
kontur
em
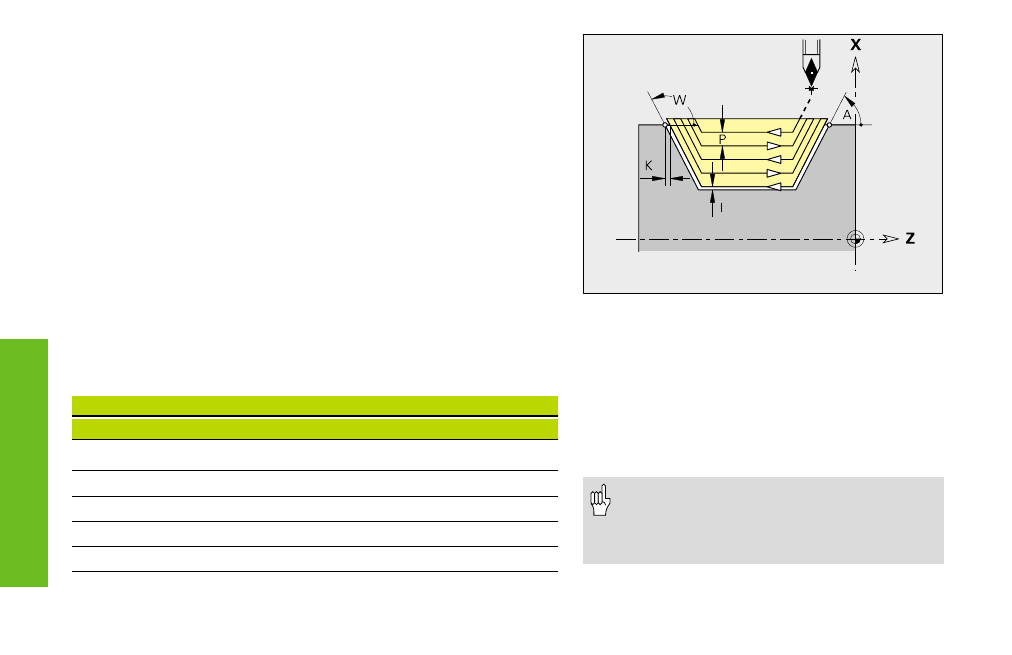
Równolegle do konturu z neutralnym narz G835
G835 skrawa opisany poprzez „NS, NE" obszar konturu, równolegle
do konturu i dwukierunkowo.
Parametry
NS, NE: numer wiersza pocz tku, końca (referencja do fragmentu
konturu)
P:
maksymalny dosuw
I, K:
naddatki (I rozmiar średnicy) – default: 0
X/Z:
ograniczenie skrawania (X rozmiar średnicy)
A, W: k t najazdu, k t odjazdu (baza: oś Z)
■
k t najazdu – default: 0°/180° (równolegle do osi Z)
■
k t odjazdu – default: 90°/270° (prostok tnie do osi Z)
Q:
rodzaj wyjścia z materiału przy końcu cyklu – default: 0
■
Q=0: powrót do punktu startu (najpierw kierunek X potem Z)
■
Q=1: pozycjonuje przed gotowym konturem
■
Q=2: wznosi si na odst p bezpieczeństwa i zatrzymuje
V:
oznaczenie fazki/zaokr glenia na pocz tku/końcu fragmentu
konturu – default: 0
fazka/zaokr glenie zostaj obrabiane:
D
G22
G23
G23
G25
G25
G25
=
H0
H1
H4
H5/6
H7..9
0
•
•
•
•
•
•
1
•
•
•
–
–
–
2
•
•
–
•
•
•
3
•
•
–
–
–
–
4
•
•
–
–
•
–
„•“: elementy maskować
■
V=0: na pocz tku i na końcu
■
V=1: na pocz tku
■
V=2: na końcu
■
V=3: bez obróbki
■
V=4: zostaje obrabiana tylko fazka/
zaokr glenie – nie element podstawowy (wa
runek: fragment konturu składa si z jednego
elementu)
D:
elementy maskować (wpływa na obróbk
podci ć, podtoczeń: patrz tabela) – default:
• Korekcja promienia ostrza: zostaje
przeprowadzona
• Naddatki (G57/G58): zostaj
uwzgl dnione